Abstract:This paper firstly applied CAD technology and hot flow channel technology to design injection mold structures,and the injection molding process was analyzed by simulation analysis and injection molding optimization technology.The mold cavity,gating system,exhaust system,demoulding mechanism,cooling system and mold base of the injection mold are preliminarily designed.At the same time,the optimal hot runner gating system was explored,and the results of cooling analysis were processed by orthogonal experiment to verify the reliability of the optimal combination of injection molding process parameters.
Key words:injection mold,numerical simulation,optimal design
.jpg)
1 Introduction
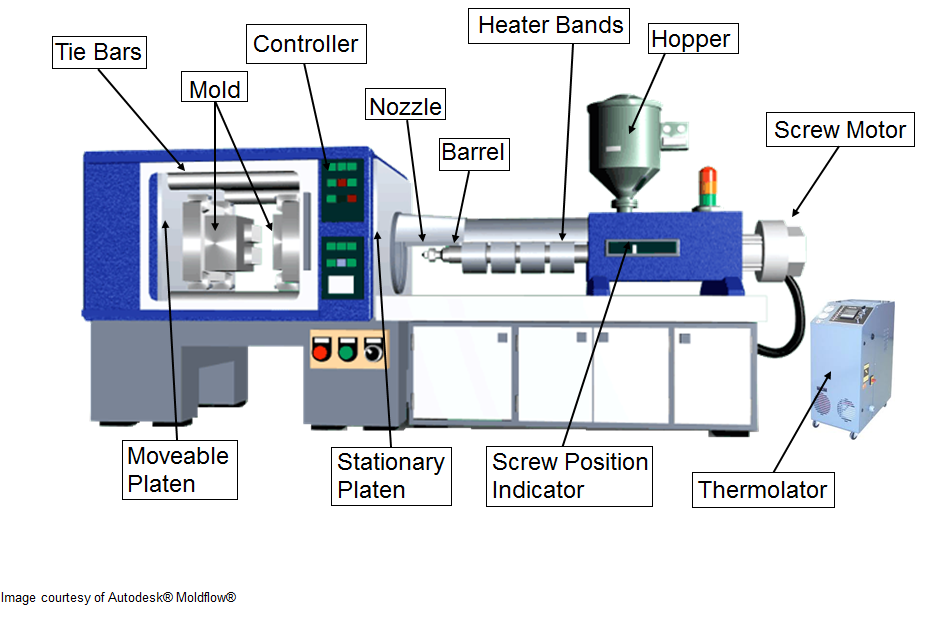
Plastic products are widely used in household instruments, building materials and other fields because of their extreme temperature resistance, low process cost, light weight and easy processing. Plastic products will undergo compression molding, extrusion molding, injection molding and foaming during molding. Among them, the most commonly used method is injection molding, which accounts for more than half of the total number of molding. Injection mold is a process equipment in this process, using a specific shape to copy a specific size of the product, which will be used many times in production, suitable for large-scale production. The research level of injection mold has also become the standard to measure the benefits of new product development and use in a country, and it is also the main index to reflect the level of national manufacturing industry. Injection molding is a method that can be applied to the production of almost all thermoplastic materials in a short production cycle. This technology can quickly inject a variety of materials with complex shapes and small size errors into plastic parts, and has been widely used in the industrial field. The whole process includes injection filling, pressure-holding feeding and cooling demoulding, and finally realizes the processing and molding of large quantities of plastic parts. In this paper, the injection molding machine as an example, a brief description of the plastic molding process.
2 Application of injection molding technology
When designing the injection mold, the researchers need to consider the cooling behavior and flow behavior of the plastic melt. After designing the mold, To match the assembly standard, And to optimize the structure, Also consider the transportation, manufacturing costs, At present, optimizing the process level of personnel cannot meet the process requirements. Computer-aided design (Computer Aided Design, CAD) helped the researchers optimize the traditional design and manufacturing method C, with the development of technology, Extensive application of feature-based parametric solid / surface modeling techniques, In the injection mold design for CAD, deep application provides convenient with the Pro / E and UG software updates, The marketization of application demand and mold types intensifies, So that the traditional hybrid CAD / CAM system can quickly meet the collaborative division of labor and cooperation, Complete the entire production process.
Heat flow technology is a technology of injection mold widely used, mainly used in injection mold pouring, its main working principle is located in the heating ring around the flow, and ensure the injection machine nozzle to the gate continuous high temperature, in its, within the material in the molten state, when stop working without open the flow after condensation of plastic products, then boot only need to heat to the required temperatureoThis injection molding method has many advantages, which can shorten the production cycle under the premise of no waste production, facilitate the automatic production, and reduce the unqualified rate of products. However, because the flow channel price of this method is too high and the matching degree of the mold is very high, the maintenance and installation should reduce the error to the minimum, and strictly ensure the precision machining. Foreign injection molding production mainly depends on hot flow channel technology. In general, there is the problem of poor quality of hot flow channel original in this technical field in China. At present, a large number of products need to be made. For high-precision molds, the hot flow channel system still needs to import.
Injection butterfly molding (Computer Aided Engineering, CAE) technology is another technology, the technology is first to establish high polymer molding process of physical, and mathematical model, again for model design effective algorithm, research processing conditions, change law, predict the structure and performance of the products, make the molding process and mold, based on the basis of scientific analysis, to optimize the mold design and control the product molding process to obtain ideal quality domain to provide scientific basis, add T. Before the mold, the production operator should first analyze the factors affecting the performance and appearance of the mold products, and predict the influence degree. L injection molding CAE technology is also the numerical imitation of the polymer injection molding process. A technology of simulation, focusing on the integration of injection process control. Chinese researchers have made remarkable research achievements in the mathematical algorithm of the model. For example, on the basis of theoretical formula, a series mechanical model can calculate the internal stress in the injection process, and the simulation model is inferred through the experimental gazelle method. The basis of the mathematical model is the finite element method, which solves the pressure, heat flow and temperature of the coupling field. Injection molding CAE technology has been widely used in injection molding mold design and molding ding. In the art optimization, but it still needs to be further combined with the actual engineering exploration.
The injection molding products processed by injection molding tools are affected by the mechanical properties of the material, injection and molding conditions, product structure and other factors of the products. The performance of the products can be improved by improving the mold structure and controlling the injection molding T. Art conditions to achieve so the need to develop the appropriate " art model. Control the effect of process variables on product performance. The test data were analyzed according to reasonable procedures to obtain the optimal process parameters combination .
In this paper, through the design of injection molding, numerical simulation and optimization technology of injection molding, CAD technology and thermal flow channel technology to study the structure of injection molding, and optimize the process, to solve the key technical problems in injection molding.
.jpg)
3 Structural design of the injection mold
3.1 Optimization of the mold design
The technological design of plastic parts structure includes the flexion measurement of the design accuracy and size of plastic parts, surface shape and roughness, strengthening rib and release slope. The determination of the designed plastic parts shows that the molding processing adaptability is strong. First of all, by studying the process of the part diagram to: calculate the injection molding ding. Economy and feasibility of art. Production, should pay attention to the number of products, if it is mass production, the need to ensure under the premise of the plastic performance, using high speed fl dynamic production or a cavity multimode production, so on the premise of improving productivity can also accurately on the flow of the mold condensate mould mechanism and institutions put forward standardization requirements, if small @: production, under the necessary conditions can simple production mold as far as possible, and have can die. Operational binding period of structural changes, size, volume and other physical parameters. Determine the injection of the ghost model number:
Given the model and number of the designed injection molding machine, you can continue to calculate the size of the mold positioning circle, the largest size of the injection molding, and the peripheral size of the template to achieve accurate matching. Generally speaking, the injection molding machine can be divided into angle mode, vertical mode, horizontal mode and multiple mode mode according to the combined molding mode and injection molding mode. The most commonly used type is the horizontal type. The processing capacity of the reaction equipment is the mold force and injection insult, so the final stage of the design should check the above parameters and the mold opening stroke.
To facilitate the design of the mold structure. In the process of operation, the plastic parts, that is, and this paper will optimize and improve the classification surface according to the design principles.
- The position of the classification surface is specifically determined at the maximum cross-section of the plastic parts, Otherwise, it is difficult to process;
- The original wall plastic parts should be considered in the design of the mold release structure, Cut the plastic parts on the side of the moving mold;
- If there is a hole in the mold, Easy to make the outer layer of the plastic parts & edge phenomenon, Although the addition of T quality is affected, so try to set the classification surface in the surface cutting requirements of the position is not high without the coaxial requirements of the plastic parts, Generally on the same side of the mold placed with the same coaxial degree of plastic parts;
- To reduce the combined die force, Can reduce the projection area of the plastic parts on the mold plane, The classification surface is set at the end of the melt charge flow direction to ensure the smooth exhaust flow.
.jpeg)
3.2 Design of pouring system, exhaust system, mold release mechanism, etc
The basic skeleton of the annotated mold is the mold frame. The various structure system of the mold is connected as one, its main structure includes seat plate, push plate, mold pull, push rod fixed plate, pad, guide column, guide plate, guide sleeve and reset rod and other structures, in the mold frame design can be designed in accordance with international standards, can also be made according to the national standard GB / T 12555 ruling. However, the main influencing factors should be considered in the design, such as plastic cutting characteristics and stress, in CAI) and 3 D software, which can be selected by calling the mold frame library. According to the injection mold implementation of self-drawing.
After the mold is closed. The importance of the mold cavity structure begins to highlight, the small parts between the mold and the moving mold constitute the cavity capsule that can be filled with plastic, its size determines the shape of the plastic parts, including concave mold, convex mold, insert, molding rod, thread core and ring, requiring the forming parts to have high impact resistance and reasonable roughness. Processing with greater stiffness and wear resistance.
The role of the pouring system is to carry the flow of plastic clam, the channel can be the injection nozzle melt to the cavity, hot material characteristics, can heat transfer and pressure, appropriate to determine the quality of the plastic parts to the mold cavity, the outline of the plastic parts and internal quality clearly visible, the mold without heat mass loss, small pressure loss, easy to separate products and condensate quickly and resection, this improved optimized pouring system by mainstream, shunt, gate and cold hole 4 parts, as shown in Figure 1, the improved insulation flow is shown in Figure 2.

Cold hole is used to accommodate flow forward cold, should prevent the cold material into the cavity, otherwise it will make impeach quality drop, also will hinder, melt filling speed, another piece of action is can place pull rod, typing from the mold gate set out the condensate, and then auxiliary launch mechanism ", eventually introduced together under the action of the casting system, general mainstream pull rod into Z glyph.
As a replacement device, the mold is used during the injection of a plastic melt. The type cavity should be: the volatile gas formed in the air and the molding process, if the residual gas is not removed, the plastic parts are easy to produce depression phenomenon. And under the action of the bubble, the surface and the outline will produce defects, and the reverse pressure will cause the filling cycle and cause insufficient filling. C, so the exhaust system needs to be optimized when designing the mold. First exhaust is the main medium of classification surface, its accuracy has a lot to do, classification surface can simply set the exhaust tank, it, installed in the dynamic die side, along the airflow direction for polishing the surface, maximize the exhaust, the height of the exhaust tank design to have strict size, general height size is less than the width size 3.2 to 5 m> n if in the sorting surface, and no activity in the structure push rod, can be in the depths of the cavity loading exhaust plug.
After the injection molding is completed, it is necessary to open the mold, push the mold release mechanism in the mold through the top rod or hydraulic cylinder installed on the injection molding machine, and push the formed plastic products and the condenser of the pouring system away from the mold cavity before entering the mold. Before one injection, the mold release mechanism should be reset again along the guide mechanism to ensure that the continuous plastic parts of production need to cool for a period of time when they reach the open mold temperature. At this time, due to the contraction of the plastic melt, the wrapping force will be generated from the inside out. The production needs to achieve a fixed release force, so to make the plastic parts internal filling release mechanism, so that in the process of reset and launch, the structure remains convenient, easy to dismantle, flexible processing and installation

For the low mold temperature material with strong liquidity, the temperature of the mold becomes higher when the mold is injected with plastic, and the natural open heat rate of the mold is very low, so the maximum process is reduced, the cooling device is generally installed in the core, and the device realizes internal worship. Constantly taking the heat away, the cooling loop is limited by different pores, such as the core hole, the jacking hole, etc. Select the size according to the actual mold. Generally, the distance between the type cavity surface and the hole edge of the channel is not less than lOinm. The value can be 12~ 15 mm, and the temperature difference of cooling water is kept within 2 Y. Water M in the pipeline is closely related to the diameter of the flow path, while the diameter depends on the wall thickness.
4 Injection molding and injection molding analysis
In the analysis of plastic parts, the hot flow pouring system in the center of the mold, and adopt the symmetrical after the side pouring, according to the length of the shaft, formed two different hot flow pouring system for filling material and release the change of related parameters, compare the injection molding effect, to select a more appropriate pouring system.
4.1 Comparison of release structure of hot flow pouring system
The melt enters the cavity after cooling and pressure filling. The release mechanism introduces the product to the mold to complete the injection molding. Two positions in the pouring system design separation and push rod device, limited by the size of the oval hole, short, shaft to produce release structure, can only in the middle of the shunt plus, installation, does not ensure that the shunt and the edge after pouring in separation neatly, in contrast, K axis no longer shunt size, in addition to the short shaft has the push device, in the symmetry of the shunt can add two nut rod. As a number of support points, the plastic parts can be arranged neatly, and the centrosymmetrical elliptical hole is considered, and the balance of the pouring flow channel can be analyzed. Suitable to determine the long axis part as the optimal pouring point.
4.2 The influence of the cooling speed and the water temperature on the cooling effect
The cooling effect will affect the final residual stress and surface quality, so the cooling analysis is essential. The orthogonal test method based on numerical simulation is used to compare analyze the related factors of the cooling system. Both the cooling flow rate and temperature have great influence on the heat transfer. When the cooling effect is analyzed by numerical simulation, the flow mode is turbulence. The external temperature is 25T, and the orthogonal level setting is shown in Table 3.

Explore the flow rate and temperature of the cooling water, and find the best cooling effect. The optimal scheme obtained by sorting the data is the best cooling effect when the cooling water inlet temperature is 10 Y and the flow rate is l Oit / min.
5 Conclusion
The injection mold is analyzed in this paper. The relevant principles of the structural design of injection molding are determined, and the exhaust system, mold chamber, mold release mechanism, pouring system, cooling system, mold frame, etc. According to the filling analysis results, the hot flow pouring systems in two different locations are compared and the best hot flow pouring system is selected. The cooling analysis results were treated by orthogonal test method, and the cooling time, mold temperature and maximum temperature were used for the optimal cooling water temperature and flow rate. The study in this paper is to test the effect of injection molding, and the influence of multiple factors on the effect of injection molding,
.jpg)
FAQ 1: What is the significance of optimization design in injection molds?
Answer: Optimization design in injection molds is essential for achieving improved manufacturing efficiency and high-quality plastic components. By applying advanced design techniques, engineers can optimize factors such as mold geometry, cooling channels, and venting systems to enhance mold performance. This leads to reduced cycle times, minimized material waste, and better part quality. Ultimately, optimization design maximizes productivity and cost-effectiveness in injection molding processes.
FAQ 2: How does numerical simulation contribute to the development of injection molds?
Answer: Numerical simulation plays a vital role in the design and validation of injection molds. Through computer-aided simulations, engineers can analyze and predict various aspects of the molding process, such as filling patterns, cooling behavior, and potential defects. This enables them to identify design flaws and make necessary adjustments before the physical mold is manufactured. Numerical simulations save time and resources by providing valuable insights into the mold's performance and ensuring a more robust and efficient mold design.
FAQ 3: What are the key benefits of integrating optimization design and numerical simulation in injection mold development?
Answer: Integrating optimization design and numerical simulation yields numerous advantages:
- Enhanced Mold Performance: The combined approach allows for the creation of molds that deliver optimal part quality, reducing the likelihood of defects and ensuring dimensional accuracy.
- Faster Time-to-Market: By identifying and resolving design issues in the virtual stage, the development cycle is shortened, leading to quicker mold fabrication and product launch.
- Cost Savings: The ability to predict and optimize the molding process leads to reduced material and energy consumption, resulting in cost savings over the mold's lifecycle.
- Improved Mold Longevity: A well-optimized design, informed by simulations, ensures even mold cooling and reduced stress on the components, extending the mold's service life
-
How to Contact Us:
- Visit our website: https://www.nbyichou.com/
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website