Abstract:According to data released by Deloitte Accounting Firm,in 2018,the net profit of auto parts companies decreased by 7%year-on-year,and the profit margins of auto parts companies narrowed.As of the end of 2018,according to the statistics of 13 019 auto parts companies above designated size,the total profits of auto parts companies were 250.6 billion yuan,decreasing 2.3%,and their losses increased by 48.2%over the same period last year.Judging from the performance of 136 listed companies in 2018,the decline in business level accounted for 30%of the total number of companies.Affected by multiple factors such as increasing downward pressure on the automotive industry,rising upstream raw material prices,logistics and exchange rates,the profitability of China's auto parts market is not optimistic in the short term.In this context,this paper combed the auto parts processing technology,in order to improve the production level of China's auto parts enterprises.
Keywords:automobile;parts;processing technology

At present, the domestic auto parts industry has a ' small, zero, scattered, chaotic ' situation, and it is mostly concentrated in the field of low-end products. Overcapacity and vicious price competition are obvious, and it is generally facing greater production pressure. For local manufacturers, on the one hand, it is difficult to compete with international manufacturers in cutting-edge technology, and it is difficult to enter the real high-end system field ; on the other hand, it is also difficult to achieve the global supply required by the vehicle manufacturers and difficult to enter the global market. Therefore, the industrial transformation and upgrading of domestic enterprises is imminent. At present, the automobile industry is developing towards the trend of environmental protection, lightweight and emission reduction, which puts forward higher and higher requirements for the processing technology of automobile parts. Therefore, auto parts processing enterprises need to keep pace with the times, innovate on the basis of inheriting the traditional process, and promote the healthy and sustainable development of the auto parts processing industry. This paper discusses the advantages and disadvantages and application scope of engine cylinder block machining process, warm and cold composite forming process, camshaft bearing front cover pin hole positioning and shape positioning processing technology.
1 Machining process of engine cylinder block
Currently, the production of engine cylinder blocks in China requires a large amount of manpower. In the context of continuously rising labor costs, using manpower to produce engine cylinder blocks will increase the operational pressure of automotive component processing enterprises and reduce the machining accuracy of engine cylinder blocks. To achieve this, it is necessary to achieve automated production of engine cylinder blocks. However, the reliability of automation production equipment in China is relatively low, and it is currently difficult to meet the industrial production needs of engine cylinder blocks. Therefore, the following analysis focuses on the new machining processes and equipment for engine cylinder blocks, with the aim of improving the automation level of engine cylinder block production.
Table 1 Part of the machining equipment used for engine cylinder block

When machining the engine cylinder block, some of the equipment used is shown in Table 1.
In the process of machining the engine cylinder block, the most prominent problem is that it is difficult to control the accuracy of the cylinder block. The main reason is that the machining accuracy of the cylinder block is affected by many factors, such as reference conversion, rough reference accuracy instability and so on. In order to avoid the influence of such factors on the machining accuracy of the cylinder block, the process design can adopt the rough and accurate positioning method of the blank, and drill two positioning pin holes on the bottom plane of each cylinder block blank. If there is no special product requirements, then the production of all based on the rough benchmark. If there are other production requirements, the direct positioning processing method is adopted. Some engine cylinder walls are thin. If low-pressure casting is adopted, the processing efficiency of the cylinder will be reduced. If the high pressure casting method is adopted, the processing efficiency can be improved. However, during rapid cooling, pores or sand holes will be formed inside the cylinder body, which is difficult to meet the requirements of leakage test. Therefore, for the cylinder block processed under the high pressure casting process, the immersion machine equipment can be introduced to repair the small leakage parts in the cylinder body, which can effectively avoid the loss of the workpiece and reduce the processing cost.
First of all, the use of high-speed machining center can effectively improve the machining efficiency of cylinder block. However, because the machining process involves the replacement of cutting tools, chips will be formed in the machining process, which will reduce the machining quality of cylinder block. Therefore, the tool handle run-out detection device can be introduced in the processing of workpieces with high precision requirements. When the tool is replaced, the device is opened for detection. If the abnormal run-out of the tool handle is detected, it is necessary to clean up the chip again.
Secondly, various types of cutting tools will be used in the production process of engine machining cylinder blocks. If manual tool replacement is used, there may be errors in tool selection and other situations. To achieve this, tool ID technology can be introduced to accurately identify the required tools.
Thirdly, the positioning ring hole of the cylinder head on the engine cylinder block is the benchmark for cylinder block processing, and its processing accuracy is high. The high-speed machining center can effectively control the accuracy of rough machining and semi-finishing, but the control ability of such parts is weak. Therefore, automatic measurement compensation technology can be introduced. If the actual position of the workpiece on the fixture does not match the position set by the equipment, it will be automatically adjusted.
In addition to the above new technology and new equipment, in the machining process of engine cylinder block can also be introduced to carry the tray technology, crankshaft hole and thrust surface positioning technology, pressurized immersion technology, etc.
2 Warm-cold composite forming process
The warm-cold composite forming process is a breakthrough in the traditional cold processing technology, and it is innovated on the basis of inheriting the advantages of the traditional processing technology. The process refers to heating the metal first, and then casting and forging when the temperature is less than the temperature of recrystallization. Using this process to process automobile parts can effectively reduce the pressure of the mold and make the metal material fully deformed. The warm-cold compound forming process was introduced into China in the late 1980 s. It is a new type of precision forging process. Compared with the traditional precision forging process, the precision of the blank forged by this process is higher, which eliminates the adjustment of the blank precision and shortens the processing time of the parts. The practice shows that the dimensional accuracy and roughness grade of the blank surface of the parts forged by the warm-cold composite forming process are better, and it has good mechanical properties.
3 Camshaft bearing front cover processing technology
The processing procedure of camshaft bearing front cover is more complicated, and the processing parts are more concentrated. Therefore, it is necessary to reasonably select the processing technology, and pay attention to the safety of processing while ensuring the processing quality. Figure 1 is the drawing of the front cover of the camshaft bearing.
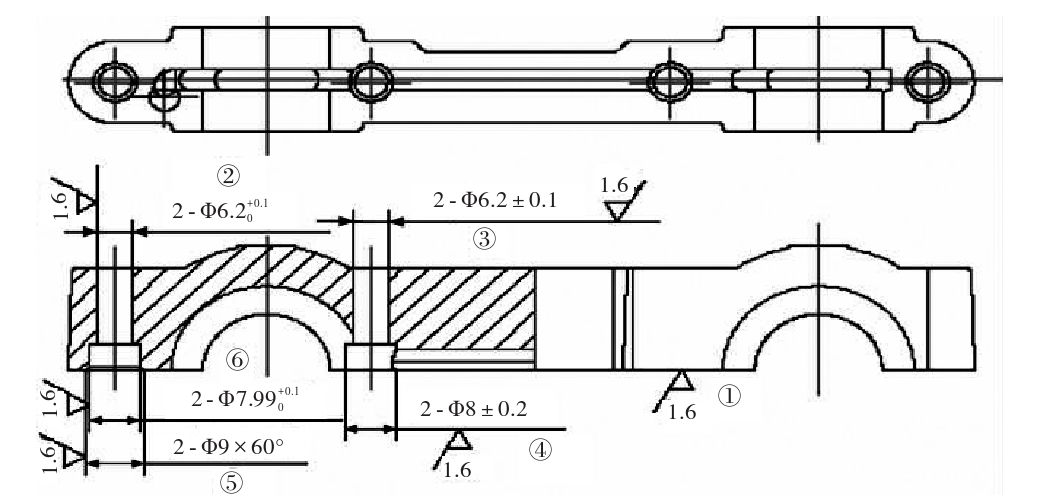
Fig.1 Drawings of camshaft bearing front cover
3.1 Pin hole positioning processing technology
When the front cover of camshaft bearing is processed by pin hole positioning processing technology, two sets of fixtures need to be used and processed in two steps.
Firstly, the positioning holes of the first fixture are the two Φ7.99 mm bottom holes of the blank in Fig.1, and the positioning surface is determined to be the three machining planes of the blank. The clamping structure of the first fixture is a manual fast clamping structure, which requires drilling two Φ6.2 mm holes. The processing technology is shown in Figure 2.
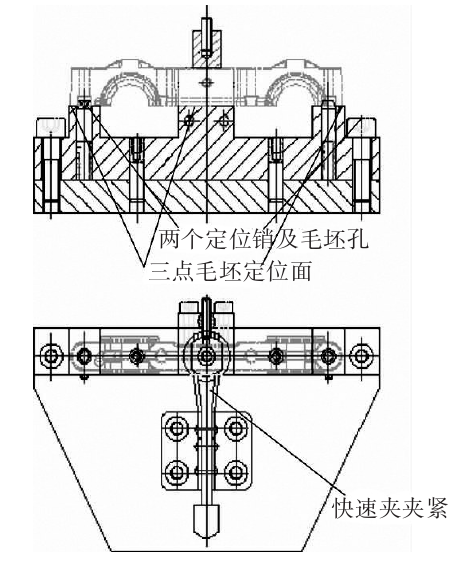
Fig.2 Processing technology of the first fixture in pin hole positioning processing
Secondly, the positioning holes of the second fixture are two Φ6.2mm holes drilled in step 1. The positioning surface is determined to be the back of the machining surface, and the clamping structure is a manual cam clamping structure. The processing technology is shown in Figure 3.
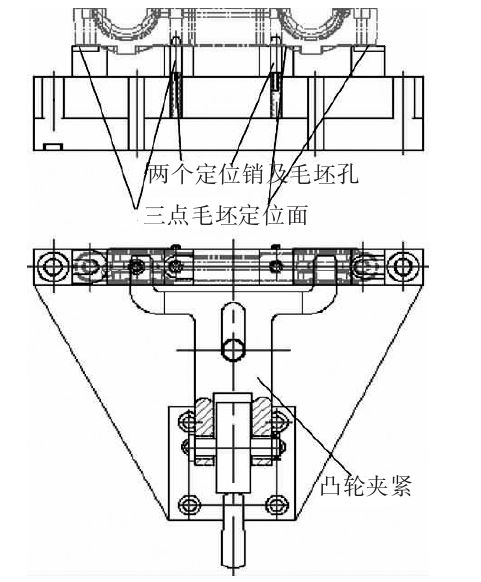
Fig. 3 Processing technology of the second fixture in pin hole positioning processing
The advantage of the pin hole positioning processing technology is that the positioning accuracy is high. The disadvantage is that two sets of fixtures are needed, and the processing efficiency is low. It is suitable for processing and producing small batches of parts.
3.2 Shape positioning processing technology
Using the left and right front and rear profiles of the workpiece as positioning points, a pneumatic clamping mechanism is used. Specifically, 1 #, 5 #, and 8 # are fixed positioning points; 4 # and 7 # are elastic positioning points. The left side of the workpiece is an elastic positioning point, while the rear and right sides are fixed positioning points. In addition, the 10 # forward cylinder action limits the front, rear, left, and right degrees of freedom of the workpiece. The remaining two degrees of freedom are the upper and lower, with the blank surface opposite the cylinder pressure plates of 2 # and 9 # as the positioning surface below. The cylinders of 2 # and 9 # are pre compressed first, and then the two hydraulic auxiliary cylinders opposite the cylinder pressure plates of 3 # and 6 # are pushed onto the blank surface of the workpiece. The main compression is carried out on the cylinders of 3 # and 6 #, and finally the pre compression cylinders of 2 # and 9 # are released. The processing process is shown in Figure 4.
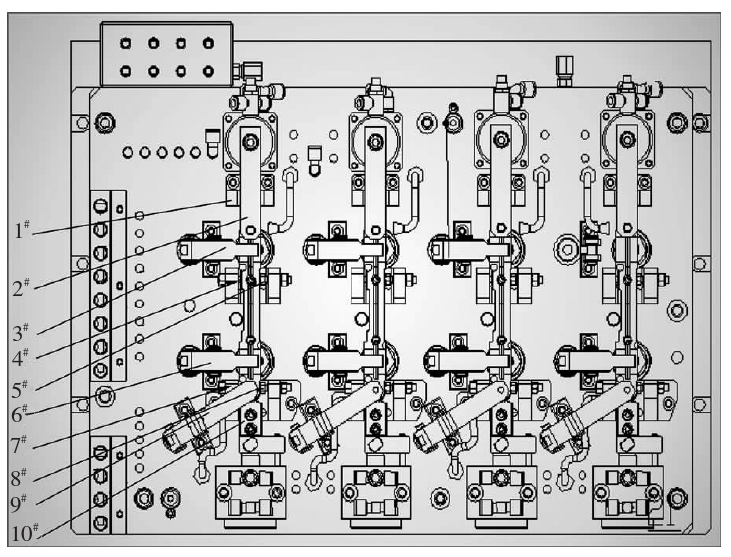
Fig.4 Shape positioning processing technology
Note : 1.fixed point position ; 2.Cylinder pressure plate ; 3.Cylinder pressure plate ; 4.elastic positioning point ; 5.Fixed point position ; 6.Cylinder pressure plate ; 7.Elastic positioning point ; 8.fixed point position ; 9.Cylinder pressure plate ; 10.Forward cylinder
Using the shape positioning processing technology, all the processing procedures can be completed at one time after positioning, but the positioning accuracy needs further detection.
4 Conclusion
With the development of the automobile industry and the continuous improvement of the public 's diversified demand for automobiles, the processing of auto parts is facing many challenges. With the support of new technology, new technology and new equipment, the processing quality of automobile parts is obviously improved, but the degree of automation is still low. For this reason, advanced equipment should be introduced in the processing of automobile parts. When processing different parts, it is necessary to comprehensively compare the cost and processing efficiency of various processes to select the most suitable processing technology. In addition, we should pay attention to the innovation of parts processing technology, and then promote the healthy and stable development of automobile parts processing industry.

Get Quote
- Visit our website: https://www.nbyichou.com/
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website