Subtitle: Overcoming Machinability, Thermal Creep, and Corrosion in Extreme Environments.
Author: YICHOU Engineering Team
Official Portal: www.nbyichou.com
1. Introduction: The Metallurgical Ceiling of Modern Engineering
In the evolution of industrial machinery, the limiting factor is no longer design software or computational power; it is the melting point and chemical resilience of the materials we use. As turbine inlet temperatures rise to improve thermal efficiency and subsea wells reach depths where pressures exceed 15,000 psi, the engineering community hits a ceiling defined by metallurgy. This is where the family of Nickel-Chromium superalloys, specifically Inconel 718 and 625, ceases to be a "material option" and becomes the only viable engineering solution.
The Sourcing Reality
Procurement engineers often face a dilemma: standard Stainless Steel 304 or 316L offers acceptable corrosion resistance at ambient temperatures and a manageable cost structure. However, when the service environment exceeds 500°C or involves aggressive chlorides, these austenitic steels suffer from sensitization, intergranular corrosion, and rapid creep. The failure of a $50 fastener in a gas turbine engine can lead to a $2 million unplanned outage. Therefore, sourcing Inconel is not a cost decision; it is a risk management decision.
The Metallurgical Foundation
Inconel derives its name from "International Nickel Company," but its properties derive from its Face-Centered Cubic (FCC) structure. This structure remains stable from cryogenic temperatures up to near melting point, offering no ductile-to-brittle transition. The high chromium content (typically 20-23%) provides oxidation resistance by forming a tenacious Cr2O3 scale, while the nickel matrix resists chloride-ion stress corrosion cracking that plagues duplex and stainless steels.
At YICHOU, we understand that the metal arriving at your receiving bay is not just raw stock; it is the encoded performance of your final component. Through our official portal, www.nbyichou.com, we provide the metallurgical stability and traceability required for the worlds most demanding turbines, subsea valves, and aerospace fasteners.
2. Inconel 718 (UNS N07718): The Precipitation-Hardened Workhorse
Inconel 718 accounts for over 50% of all superalloy production by weight, primarily because it offers a unique combination of high strength, fabricability, and relatively good weldability compared to other precipitation-hardened alloys like Waspaloy or Rene 41.
The Gamma Double Prime (γ'') Mechanism
Unlike solid-solution strengthened alloys, 718 derives its strength from a deliberate heat treatment process. The key alloying addition is Niobium (Nb), typically ranging from 4.75% to 5.50%. During the aging heat treatment, Niobium combines with Nickel to form the metastable precipitate Ni3Nb, known as Gamma Double Prime.
This precipitate is coherent with the gamma matrix, creating severe lattice strain that impedes dislocation movement. This allows Inconel 718 to maintain a 0.2% yield strength of approximately 1030 MPa at 540°C, a temperature at which standard alloy steel would be glowing red and structurally useless.
Application Focus and Specification Compliance
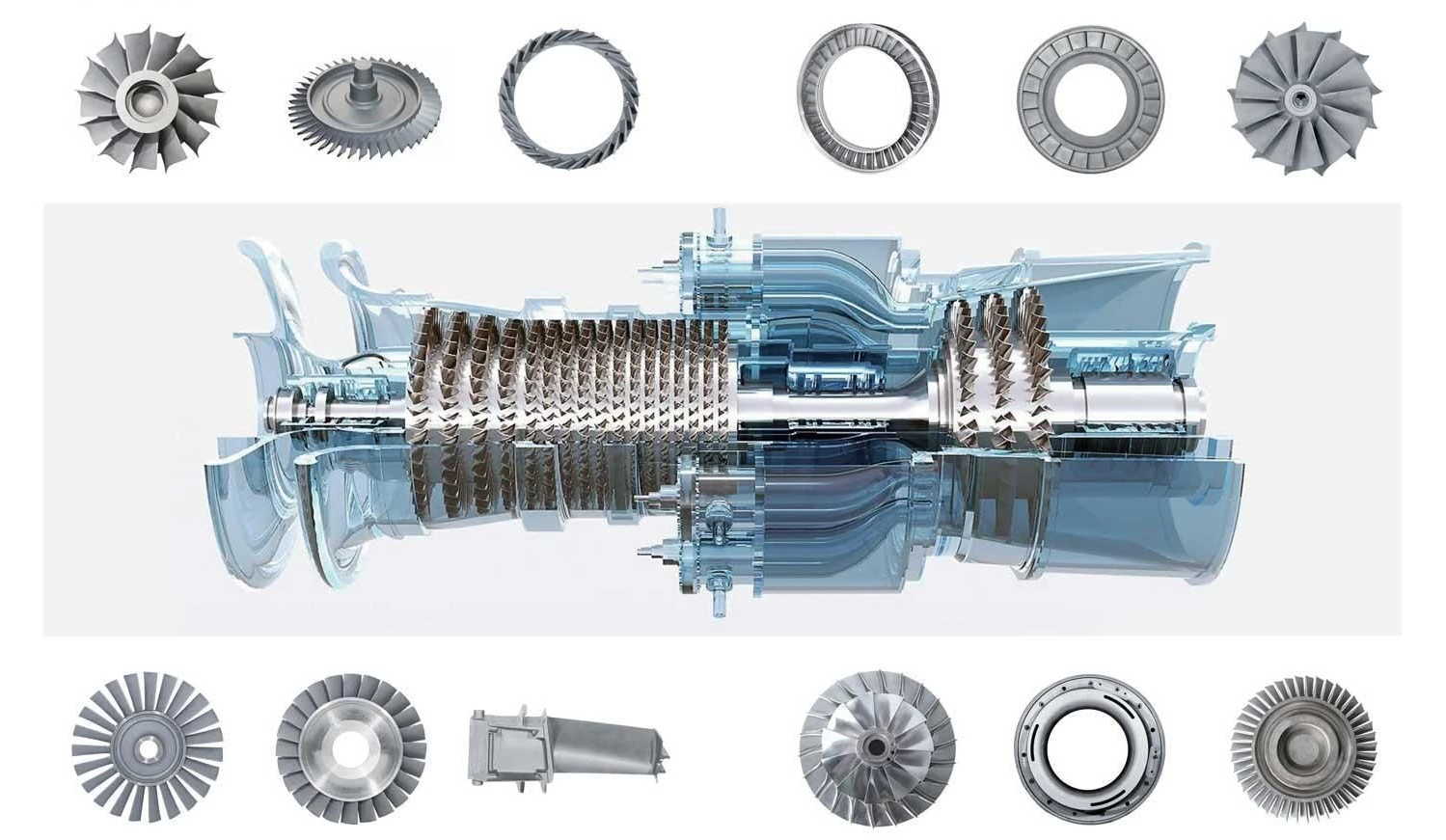
If your engineering drawings call out rotating components, you will likely require AMS 5662 for bar stock or AMS 5663 for forgings. Common applications demanding this level of performance include:
-
Gas turbine engine disks, blades, and casings.
-
Cryogenic storage tanks for liquid rocket fuels (retaining ductility at -196°C).
-
High-temperature fasteners and bolting.
-
Nuclear reactor internals.
The YICHOU Advantage: Mitigating Laves Phase Embrittlement
The metallurgical challenge with Inconel 718 is segregation. During solidification, Niobium has a strong tendency to partition to the interdendritic regions, forming a brittle, low-melting eutectic phase known as the Laves phase. This phase acts as a stress raiser and crack initiation site, drastically reducing Low Cycle Fatigue (LCF) life.
At YICHOU, we utilize advanced Electroslag Remelting (ESR) and precise thermomechanical working parameters. Our forging reduction ratios are calculated to break down as-cast structures, dispersing Niobium uniformly. We then apply homogenization cycles that dissolve Laves phases before they can compromise your component's fatigue life. This attention to microstructural detail ensures our forgings meet the stringent ASTM E112 grain size requirements, typically achieving ASTM 5 or finer.
3. Inconel 625 (UNS N06625): The Solid-Solution Guardian
While 718 is chosen for strength, Inconel 625 is selected for its unparalleled corrosion resistance and fatigue strength in aggressive environments. It is a testament to the power of solid-solution strengthening.
The Role of Molybdenum and Niobium
Inconel 625 contains significant additions of Molybdenum (8-10%) and Niobium (3.15-4.15%). Molybdenum provides exceptional strength in solid solution and is particularly effective at resisting pitting and crevice corrosion in reducing environments. Together with Chromium, this chemistry renders the alloy virtually immune to chloride-ion stress corrosion cracking.
Comparison Point: Inconel 625 vs. Stainless 316L in Marine Environments
Consider a subsea control line or a marine exhaust stack operating at 300°C. Stainless Steel 316L relies on a chromium oxide layer for protection. In the presence of chlorides (salt spray), this layer breaks down locally, leading to pitting. Once a pit forms, the acidic environment inside the pit prevents repassivation, leading to rapid crack propagation.
Inconel 625, however, exhibits a pitting resistance equivalent number (PREN) often exceeding 45. In accelerated salt spray tests per ASTM B117, 625 shows minimal weight loss, while 316L shows significant degradation within 500 hours. This immunity makes 625 the default material for:
-
Subsea wellhead components and control systems.
-
Bellows and expansion joints in naval propulsion.
-
Scrubbers in Flue Gas Desulfurization (FGD) systems.
-
Aerospace ducting and hydraulic tubing.
Fabrication Excellence
From a manufacturing perspective, Inconel 625 offers superior weldability. Because it is not hardened by precipitation (unless specifically aged for certain niche applications), it does not suffer from heat-affected zone (HAZ) cracking as readily as 718. It can be welded with matching filler metal ERNiCrMo-3, producing joints with strength and corrosion resistance nearly matching the base metal. At www.nbyichou.com, we ensure our 625 bar and plate stock is supplied in the solution-annealed condition (typically 1095°C followed by rapid quenching), ensuring a clean, homogeneous structure ready for fabrication.
4. Overcoming the Machinability Barrier: Data-Driven Parameters
Sourcing the correct chemistry is step one. Step two is converting that expensive billet into a finished component without destroying your cutting tools or your profit margin. Inconel is classified as a "difficult-to-machine" material, but with the right parameters, it is manageable.
The Physical Metallurgy of Difficulty
Why does Inconel destroy tooling?
-
Severe Work Hardening: The austenitic matrix work hardens rapidly. If the tool rubs rather than cuts, it creates a hardened layer that is even harder to machine on subsequent passes.
-
Low Thermal Conductivity: Heat generated during cutting does not dissipate into the chip; it remains concentrated at the tool-chip interface, leading to rapid diffusion wear and plastic deformation of the cutting edge.
-
Abrasive Carbides: The presence of hard MC-type carbides (Niobium and Titanium carbides) acts as an abrasive, physically eroding the tool coating.
Technical Solutions for the Machine Shop
To combat these issues, YICHOU recommends the following parameters when machining our stock:
| Parameter | Inconel 718 Recommendation | Inconel 625 Recommendation |
|---|---|---|
| Cutting Speed (Carbide) | 25 - 35 m/min (Roughing) | 30 - 45 m/min (Roughing) |
| Cutting Speed (Ceramic) | 180 - 250 m/min (Finish) | 200 - 300 m/min (Finish) |
| Feed Rate | 0.10 - 0.25 mm/rev | 0.12 - 0.30 mm/rev |
| Depth of Cut | > 1.0 mm (to avoid work hardening) | > 1.0 mm |
| Tool Geometry | Positive rake, sharp edge | Positive rake, sharp edge |
| Coolant | High-pressure flood (70 bar+) | High-pressure flood |
The YICHOU Solution: Homogenized Grain Structure
However, machine parameters are only half the equation. The material itself must be consistent. Inconsistencies in grain size or micro-segregation can cause hard spots that ruin tools unpredictably.
YICHOU provides "Machining-Ready" Inconel. Our solution annealing and homogenization processes ensure a uniform grain structure and consistent hardness throughout the cross-section of the bar. By supplying material with predictable machining characteristics, we allow our customers to optimize their CNC programs with confidence, reducing tooling costs and internal rejection rates by up to 15-20% based on customer feedback.
5. Precision Heat Treatment and Microstructural Integrity
The final properties of your Inconel part are locked in during heat treatment. Specifying the correct state on your Request for Quotation (RFQ) is essential to avoid post-machining distortion or inadequate mechanical performance.
Annealing vs. Age Hardening: Specification Guide
-
Solution Annealing (Condition A): The alloy is heated to 980°C - 1065°C (for 625) or 925°C - 1010°C (for 718) to dissolve secondary phases, followed by rapid cooling (water quench or rapid air cooling). This yields the softest, most ductile condition. It is required for severe forming operations.
-
Age Hardening (Condition AH): Applicable only to 718. Following solution treatment, the alloy is subjected to a duplex aging cycle (720°C for 8 hours, furnace cool to 620°C, hold for 8 hours, air cool). This precipitates the γ' and γ" phases to achieve maximum strength (above 180 ksi UTS).
-
Annealed + Aged: For 718 parts that are finish-machined, buyers often specify solution annealed stock, machine the part, and then perform the aging cycle themselves to minimize distortion.
The Criticality of Grain Size (ASTM E112)
For components subjected to cyclic loading, such as turbine disks or pressure vessels, grain size is not a cosmetic feature; it is a performance parameter. A coarse grain (ASTM 1-3) offers high creep resistance but poor fatigue life. A very fine grain (ASTM 10+) offers high tensile strength but poor creep resistance. For most high-temperature structural applications, a balanced grain size of ASTM 5 to 7 is ideal.
At YICHOU, our precision forging process is designed to induce dynamic recrystallization. We control the temperature and strain rate during deformation to refine the grain structure uniformly. When we certify a grain size of ASTM 5 or finer, you can be assured of superior fatigue life and resistance to crack propagation.
Chemical Precision: The Trace Element Trap
In superalloy metallurgy, properties are controlled in the parts per million (ppm). Elements like Lead, Bismuth, Selenium, and Thallium, even in concentrations as low as 10 ppm, can segregate to grain boundaries and cause catastrophic embrittlement at high temperatures. This is known as "Trace Element Embrittlement."
YICHOU sources raw materials from mills that utilize Vacuum Induction Melting (VIM) followed by ESR or Vacuum Arc Remelting (VAR). This double-melt or triple-melt process ensures volatile trace elements are removed and the chemistry is homogenous. Our Mill Test Reports (MTRs) provide full traceability, giving you confidence that a 0.01% variation in a critical element will not lead to a field failure.
6. Strategic Sourcing: The Procurement Engineer's Risk Management Checklist
In the current global economic climate of 2026, sourcing nickel-based alloys requires navigating price volatility and extended lead times. Here is YICHOU's checklist for mitigating supply chain risk.
1. Verification of Mill Test Reports (MTRs)
Do not accept visual inspection alone. Demand certification that guarantees compliance with the governing specification:
-
For Inconel 718 bars/forgings: ASTM B637 / ASME SB637.
-
For Inconel 625 bars/forgings: ASTM B446 / ASME SB446.
-
For Inconel 625 pipe/tube: ASTM B444 / ASME SB444.
Ensure the heat number and mechanical tests (Tensile, Yield, Elongation, Hardness) match the dimensions and quantities delivered.
2. Non-Destructive Testing (NDT) Requirements
For critical rotating components, surface defects are unacceptable. YICHOU insists on rigorous NDT protocols for every batch destined for aerospace or power generation:
-
Ultrasonic Testing (UT): To detect internal flaws such as pipe, inclusions, or cracks, in accordance with ASTM E2375.
-
Eddy Current Testing: For surface crack detection on bar stock.
-
Liquid Penetrant Inspection (PT): For finished forged components.
3. Managing Price Volatility (Nickel Markets 2026)
Nickel prices are notoriously volatile, influenced by geopolitical factors and LME inventory levels. As of 2026, supply chain agility is key. YICHOU mitigates this through vertical integration. By maintaining a strategic buffer stock of prime raw material and utilizing regional distribution hubs, we can offer stabilized pricing and shorter lead times compared to traders who must purchase spot material on the open market. While industry-standard lead times often stretch to 8-12 weeks, YICHOU's manufacturing flexibility allows us to respond to urgent requirements in 3-4 weeks without sacrificing metallurgical quality.
7. FAQ: Technical Inquiries on Inconel 718 & 625
Q: Can Inconel 718 be 3D printed for production parts?
A: Yes, additive manufacturing (AM) of Inconel 718 is viable using Laser Powder Bed Fusion (LPBF) or Electron Beam Melting (EBM). However, the as-printed microstructure is characterized by fine dendrites and significant residual stress. To meet AMS or ASTM standards, printed parts require a specific post-processing regimen: Hot Isostatic Pressing (HIP) at approximately 1160°C and 100 MPa to close any internal porosity, followed by a full solution and double-aging heat treatment to re-precipitate the strengthening Gamma Prime phase.
Q: Is Inconel 625 magnetic?
A: Inconel 625 is essentially non-magnetic. Its fully austenitic, face-centered cubic structure results in a very low magnetic permeability (typically less than 1.01). This property is critical for applications near sensitive instrumentation, such as sonar housings in naval vessels or MRI equipment components.
Q: Why choose YICHOU over a local metals distributor?
A: Local distributors function as intermediaries, buying stock and reselling it without altering its metallurgical state. YICHOU operates as a direct-from-factory manufacturer. When you source from www.nbyichou.com, you gain direct access to the engineering team that controls the forging parameters and heat treatment cycles. This ensures complete traceability from the原始熔炼炉号 to your receiving dock, and provides you with metallurgical support to match the material to your specific application requirements.
8. Conclusion: Future-Proofing Assets with YICHOU Metallurgy
Inconel 718 and 625 represent the pinnacle of commercially available superalloy technology. They allow engineers to push the boundaries of temperature, pressure, and corrosion resistance. However, the raw alloy is just the starting point. The final performance of your turbine disc, subsea connector, or rocket motor housing is defined by the microstructure, grain size, and chemical homogeneity of the stock you purchase.
Mastering these materials requires a partner who understands the interplay between Niobium content and Laves phase formation, the impact of annealing cycles on machinability, and the importance of trace element control.
At YICHOU, we provide more than metal. We provide the metallurgical confidence required to build the critical infrastructure of tomorrow. From the drawing board to the final assembly, our engineering team is ready to support your projects with precision-forged Inconel solutions.
Ready to secure your supply chain with materials that perform under pressure?
Contact the YICHOU Engineering Team for a technical consultation or to request a detailed Mill Test Certificate with your next inquiry.
Visit our official portal for specifications and direct sourcing

Contact us today for a competitive quote and technical support!
Let Yichou help you achieve excellence in your next project. Whether you need raw materials, custom alloy solutions, or precision-manufactured components, our team is ready to assist.
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website