Explosive Welding: The Science and Applications of Controlled Detonation Bonding
Understanding the Explosive Welding Process
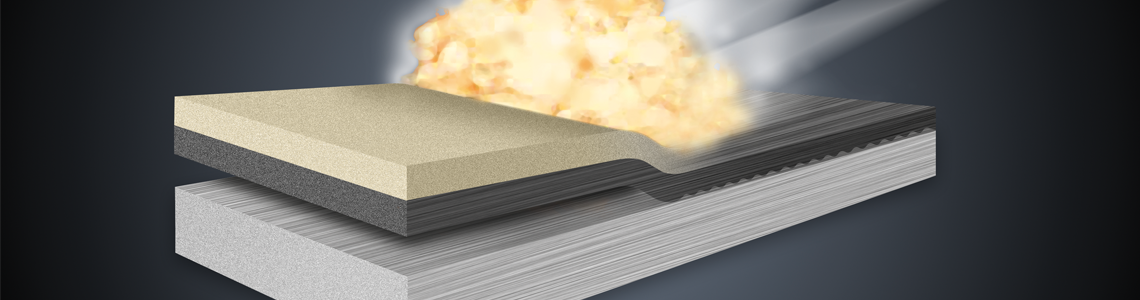
Explosive welding, also known as explosion bonding or detonation cladding, is a solid-state process that joins dissimilar metals through precisely controlled detonation. The technique positions a base plate (typically carbon steel) parallel to a cladding metal (titanium, zirconium, etc.) with a predetermined gap. Explosives distributed on the cladding layer detonate at velocities of 2,000-3,000 m/s, driving the cladding metal against the base plate at extreme pressure. This collision generates a jet of surface material that cleans both metals, enabling atomic bonding without bulk melting. The resulting interface exhibits a characteristic wavy pattern that provides mechanical interlocking and diffusion bonding.
Key Technical Parameters
-
Collision angle: 5-25 degrees
-
Collision velocity: 200-500 m/s
-
Bond strength: 210+ MPa shear strength
-
Thickness range: Cladding 0.5-50mm, Base 6-300mm
Comparative Welding Methods
| Explosive Welding | Roll Bonding | Diffusion Bonding | |
|---|---|---|---|
| Bond Strength | Highest (210+ MPa) | Medium (150-180 MPa) | Low-Moderate |
| Material Pairs | Unlimited dissimilar | Limited compatible | Similar metals |
| Production Cost | High setup, low unit | Medium | Highest |
| Production Rate | Medium | High | Low |
Historical Evolution: 1944-Present
The technology originated in World War II when American naval engineers observed shrapnel fusing to ship hulls. Key milestones include:
-
1944: First controlled experiments at US Naval Research Laboratory
-
1962: DuPont commercializes process for chemical equipment
-
1978: First nuclear application in reactor components
-
2004: Chinese manufacturers break Western monopoly on large-format titanium-steel plates
-
2023: NASA adopts aluminum-magnesium composites for lunar habitat modules
Material Compatibility Guide
Optimal Combinations
-
Titanium-Steel: Corrosion-resistant chemical reactors
-
Zirconium-Steel: Sulfuric acid concentrators
-
Copper-Steel: Electrical busbars and heat exchangers
-
Tantalum-Stainless Steel: Hydrochloric acid processing
Unsuitable Materials
-
Cast iron and high-carbon steels (brittle fracture risk)
-
Ceramics and intermetallics (low ductility)
-
Magnesium alloys (pyrophoric risk)
Addressing Key Industry Questions
What are the disadvantages of explosive welding?
While delivering unparalleled bond integrity, the process presents challenges:
-
Environmental Constraints: Detonations produce 180+ dB noise and ground vibrations requiring remote facilities
-
Regulatory Compliance: Explosive storage and handling require ATF licenses in the US and equivalent certifications globally
-
Thickness Limitations: Minimum 0.5mm cladding thickness vs 0.1mm for roll bonding
-
Surface Preparation: Metal surfaces require abrasive blasting to SA 2.5 standard
How does it compare to other welding processes?
-
Strength: Explosive welds exceed parent metal strength in shear tests (ASTM B898)
-
Speed: Bond formation occurs in microseconds, though setup requires hours
-
Metallurgy: Cold process prevents heat-affected zone (HAZ) weaknesses
-
Cost: Higher initial cost justified for critical applications with 20+ year service life
.jpg)
Safety Protocols for Hazard Mitigation
Four primary risks demand rigorous controls:
1. Dust Explosions
-
Hazard: Aluminum/magnesium powder accumulation
-
Solution: Nitrogen inerting systems with O₂ monitors
2. Shockwave Hazards
-
Hazard: 15 psi+ blast overpressure
-
Solution: YICHOU patented dampening docks absorb 90% energy
3. Toxic Fumes
-
Hazard: Beryllium/Cadmium vapor release
-
Solution: Real-time air quality monitoring with automatic shutdown
4. Fragment Projection
-
Hazard: Metal shrapnel from imperfect detonation
-
Solution: 30mm steel blast containment chambers
Compliance requires adherence to OSHA 29 CFR 1910.109 (US), ATEX 2014/34/EU (Europe), and GB 50089-2018 (China).
Industrial Applications Transforming Industries
Energy Sector Innovations
-
Nuclear: Steam generator dividers withstand 350°C pressurized water corrosion (ASME Sec III certified)
-
Hydrogen: Cryogenic vessels with aluminum-steel transitions prevent hydrogen embrittlement at -253°C
-
Offshore: Titanium-clad pipe joints resist seawater corrosion at 10,000 psi
Chemical Processing Breakthroughs
-
PTA Reactors: Titanium-steel composites eliminate chloride stress corrosion cracking
-
Acid Concentrators: Zirconium linings handle 98% sulfuric acid at boiling point
-
Pharmaceutical: Electropolished (Ra<0.4μm) bioreactors meet FDA cGMP standards
Emerging Applications
-
Nuclear Fusion: Tungsten-copper divertor plates handle 10 MW/m² heat flux
-
Semiconductor: Ultrahigh-purity copper-stainless steel chambers prevent contamination
-
Aerospace: Lightweight magnesium-aluminum composites for satellite fuel tanks
Future Technology Directions
Three developments will reshape the industry:
-
Digital Detonation Control: AI-driven explosive patterning optimizes bond strength by 15%
-
Hybrid Processes: Explosive pre-bonding + roll cladding reduces costs 30%
-
Nanocomposite Interfaces: Graphene layers enhance diffusion bonding at atomic scale
Addressing Common Misconceptions
Myth: Explosive welding weakens base materials
Reality: Cold process preserves grain structure with no HAZ. Fatigue testing shows failure occurs in parent metal.
Myth: The process is inherently unstable
Reality: Modern diagnostics (high-speed cameras, piezoelectric sensors) achieve 99.6% process repeatability.
Myth: Applications are limited to heavy industry
Reality: Medical implant manufacturers now use niobium-titanium composites for MRI-compatible surgical tools.
Technical Validation Standards
All explosive welds must pass:
-
Ultrasonic Testing (ASTM E317): Full coverage scanning at 5MHz
-
Shear Testing (ASTM B898): Minimum 140 MPa for titanium-steel
-
Bend Testing: 180° bending without interface separation
-
Metallography: Wave amplitude 50-200μm with continuous bonding
Global Leaders and Capabilities
YICHOU maintains industry leadership through:
-
200+ pre-engineered plates in Nanjing bonded warehouse
-
ASME NCA-3800 nuclear certification
-
DNV-GL OS-C401 marine compliance
-
30-day standard lead time (50% faster than industry average)
Conclusion: The Precision Behind the Detonation
Explosive welding remains unmatched for joining incompatible metals in critical service environments. With advancing process controls and material science, its applications will expand into quantum computing, space exploration, and fusion energy. As industry demands more extreme material combinations, this detonation-driven process will continue enabling technological breakthroughs through atomic-level bonding precision.
Further Resources
-
Download the Explosive Welding Safety Checklist (OSHA-Compliant)
-
Request Case Study: Titanium-Steel Cladding in Nuclear Waste Processing
-
Access Online Material Selection Tool
Get in Touch with Yichou
Let Yichou help you achieve excellence in your next project. Whether you need raw materials, custom alloy solutions, or precision-manufactured components, our team is ready to assist.
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website