When your next-generation aero-engine turbine blade cracks after just 50 hours of thermal cycling, or when a deep-sea valve assembly fails catastrophically due to sulfide stress corrosion cracking (SSCC) , the issue rarely lies in the design itself. The root cause is almost always an invisible disconnect between the theoretical material specification on the drawing board and the actual execution of the manufacturing process. Your Inconel 718 specification might be flawless, but if the vendor fails to control carbide precipitation during welding or lacks the 5-axis programming capability to machine a free-form SiC mirror without introducing subsurface damage, the entire project schedule will inevitably derail. This article dissects exactly how YICHOU bridges this critical gap between material potential and real-world reliability.
YICHOU specializes in precision manufacturing of advanced materials—specifically silicon carbide (SiC), nickel-based superalloys (Hastelloy and Inconel), titanium alloys, and refractory metals—for the most chemically aggressive and thermally demanding environments. Our manufacturing capabilities encompass CNC machining, metal injection molding (MIM), investment casting, and forging. We provide engineering teams with a single, auditable source for components that must perform flawlessly in aerospace propulsion, nuclear power generation, deep-sea oil and gas extraction, and semiconductor fabrication.
Why Do Vendors Struggle with the Machining of Hard, Brittle SiC and Tough Superalloys?
Direct Answer Block: The primary machining challenges of SiC and nickel-based superalloys stem from their extreme hardness and low thermal conductivity. SiC ceramics with Vickers hardness exceeding 2800 kgf per square millimeter cause rapid diamond tool wear and require ultrasonic-assisted grinding to prevent microcracking. Nickel-based alloys like Inconel 718 and Hastelloy C-276 exhibit severe work hardening during cutting, which generates extreme cutting temperatures exceeding 1000 degrees Celsius at the tool-chip interface. This thermal load drastically reduces tool life and demands specialized machining strategies.
The economic consequences of these machining difficulties are significant. When a standard machine shop attempts to process Inconel 718 without optimized toolpaths and high-pressure coolant, the result is not only a scrapped part but also a hidden cost structure that plagues procurement managers: unpredictable lead times due to constant tool failure and unacceptable scrap rates exceeding 30 percent in critical thin-walled sections.
At YICHOU, we approach these materials not as obstacles but as predictable engineering systems. For silicon carbide, we utilize reaction-bonded silicon carbide (RBSiC) and sintered silicon carbide (SSiC) grades with precisely controlled microstructures. Our RBSiC nozzles maintain geometric integrity up to 1450 degrees Celsius in oxidizing atmospheres. Our grinding and polishing departments employ deterministic micro-grinding techniques that control sub-surface damage to less than 2 micrometers, which is critical for avoiding catastrophic brittle fracture in aerospace mirrors or seal faces running at high speeds.
For nickel-based superalloys, we mitigate the high cutting forces through proprietary toolpath algorithms on 5-axis CNC platforms. By maintaining a constant tool engagement angle, we eliminate the sharp spikes in radial load that lead to tool chipping and surface tearing. This approach enables us to hold surface finish requirements of 32 microinches Ra or better on complex Inconel 718 turbine components and Hastelloy C-276 valve bodies without resorting to time-consuming manual polishing. Furthermore, our in-house metallurgical lab verifies that our machining parameters do not induce surface tensile stresses or white layer formations that could accelerate fatigue crack initiation in aerospace applications.
How to Verify High-Temperature Performance in Nickel-Based Superalloys Beyond Datasheet Values?
Direct Answer Block: True high-temperature performance of nickel-based superalloys depends on controlled gamma-prime precipitate distribution and grain boundary carbide morphology. Creep rupture life under stress at temperatures above 650 degrees Celsius is governed by these microstructural features rather than nominal alloy composition. Inconel 718 derives its strength from coherent gamma-double-prime precipitates, while Hastelloy X relies on solid-solution strengthening to resist oxidation at temperatures up to 1200 degrees Celsius.
Procurement engineers often make a critical mistake when sourcing superalloy components: they assume that because a mill certificate lists the correct elemental composition for Inconel 718, the finished machined part will automatically meet the 1000-hour creep rupture specification at 650 degrees Celsius under 690 MPa stress. This assumption is dangerously incorrect. The forging process, the post-weld heat treatment cycle, and even the final machining pass can alter the grain structure and precipitate size distribution, rendering the component susceptible to premature creep void formation.
YICHOU operates as a vertically integrated partner for superalloy manufacturing, which means we control the critical process variables that determine high-temperature integrity. For Inconel 718 components destined for aerospace engine casings or nuclear reactor internals, we adhere strictly to AMS 5662 and AMS 5663 specifications. We perform solution annealing followed by a controlled two-step aging cycle—typically 720 degrees Celsius for 8 hours, furnace cooled to 620 degrees Celsius, and held for a total aging time of 18 hours—to fully precipitate the strengthening phases. Any deviation from this thermal profile, such as a rapid cool or an over-temperature excursion during welding, will permanently degrade the creep resistance of the alloy.
For Hastelloy X and C-276 components operating in industrial gas turbines or chemical reactors, the concern shifts from creep to high-temperature corrosion and oxidation. Hastelloy X forms a tightly adherent chromium oxide scale that protects the substrate from catastrophic oxidation up to 1200 degrees Celsius. Our welding procedures for Hastelloy X are qualified to prevent sensitization and intergranular attack. We utilize gas tungsten arc welding (GTAW) with precise heat input control—typically under 15 kilojoules per inch—and maintain interpass temperatures below 93 degrees Celsius to suppress the precipitation of deleterious M6C carbides at grain boundaries. This discipline ensures that a Hastelloy X combustion chamber fabricated by YICHOU will exhibit the same oxidation resistance as the base plate material, even after thousands of thermal cycles.
What Processing Technologies Ensure Long-Term Reliability of SiC Components in Harsh Chemical Environments?
Direct Answer Block: Long-term reliability of SiC components in corrosive chemical environments is ensured through pressureless sintering or reaction bonding processes that achieve closed porosity below 0.1 percent and density exceeding 98 percent of theoretical maximum. Sintered silicon carbide exhibits universal corrosion resistance to virtually all acids, alkalis, and oxidizing media up to 1600 degrees Celsius, with flexural strength retention at elevated temperatures due to the absence of a glassy grain boundary phase.
When a chemical processing plant specifies a mechanical seal for a pump handling boiling hydrochloric acid with abrasive catalyst fines, the only viable material choice is silicon carbide. However, not all SiC is created equal. A component made from low-density, open-porosity SiC will allow the corrosive fluid to penetrate the bulk material, attacking any free silicon or metallic impurities and leading to explosive spalling of the seal face within weeks.
YICHOU supplies Sintered Silicon Carbide (SSiC) and Reaction-Bonded Silicon Carbide (RBSiC) components engineered for these unforgiving environments. Our SSiC material is densified via pressureless sintering with boron carbide and carbon additives, resulting in a fine-grained microstructure with typical Vickers hardness of 2600 to 2800 kgf per square millimeter and a Young's modulus of 410 GPa. This high stiffness is essential for maintaining flatness in seal faces operating at pressure-velocity limits exceeding 17.5 MPa meters per second. Crucially, because SSiC contains no free silicon phase, it exhibits near-universal corrosion resistance. It is inert to hydrofluoric acid mixtures, boiling nitric acid, and even molten sodium hydroxide at 800 degrees Celsius—media that would rapidly degrade tungsten carbide or alumina alternatives.
For large, complex shapes such as cyclone liners in flue gas desulfurization systems or burner nozzles in waste-to-energy plants, we utilize RBSiC. In this process, a porous preform is infiltrated with molten silicon at temperatures above 1450 degrees Celsius under vacuum. YICHOU's RBSiC exhibits flexural strength exceeding 380 MPa at room temperature and retains this strength up to 1380 degrees Celsius. The material's high thermal conductivity of approximately 120 watts per meter-Kelvin at room temperature allows it to withstand severe thermal shock. Our quality control includes ultrasonic immersion testing of every RBSiC component to detect any internal cracking or silicon pooling that could compromise pressure boundary integrity.
Why Is Titanium Alloy Component Cost So Variable Across Different Suppliers?
Direct Answer Block: Cost variability in titanium alloy components originates from differences in raw material certification, machining efficiency, and scrap management. Ti-6Al-4V bar stock certified to AMS 4928 standards costs 30 to 50 percent more than commercial grade, while optimized high-speed machining with through-spindle coolant can reduce cycle times by up to 40 percent compared to conventional milling. The recovery value of titanium chips significantly impacts final part pricing.
Procurement professionals in aerospace and medical device manufacturing frequently encounter baffling price spreads for seemingly identical Ti-6Al-4V components. The variance reflects a vendor's investment in specialized infrastructure. Titanium's poor thermal conductivity—approximately 7 watts per meter-Kelvin for Ti-6Al-4V, nearly an order of magnitude lower than steel—means that cutting heat does not dissipate into the chip. Instead, the heat concentrates at the tool tip, causing rapid flank wear. Shops lacking high-pressure coolant systems delivering 70 to 100 bar of pressure directly to the cutting zone will be forced to reduce speeds and feeds drastically, ballooning machine time and cost.
YICHOU has optimized our titanium machining cell specifically for high-value aerospace and industrial components. We utilize 5-axis machining centers equipped with high-torque spindles capable of delivering up to 400 Newton-meters of torque at low RPM, which is essential for the high metal removal rates required when roughing beta-annealed Ti-6Al-4V forgings. Our tooling strategies employ advanced PVD coated carbide inserts with sharp, positive rake geometries designed to shear the titanium rather than plough it. By integrating through-spindle coolant, we manage the thermal load effectively, achieving material removal rates of 40 to 60 cubic centimeters per minute in roughing operations without inducing surface alpha-case contamination or subsurface tensile stresses.
Furthermore, YICHOU's supply chain for titanium raw materials provides significant cost stability. We maintain inventory of AMS 4911 and AMS 4928 certified Ti-6Al-4V plate and bar. For applications requiring higher strength, we process Ti-6Al-2Sn-4Zr-2Mo and Ti-5Al-5Mo-5V-3Cr alloys. Our rigorous incoming inspection verifies chemical composition via optical emission spectroscopy and ultrasonic testing to ensure the material is free from harmful inclusions. For customers, this translates to a predictable, fixed-price quote without the hidden surcharges that emerge when a lower-tier supplier discovers mid-production that their imported bar stock fails to meet hydrogen content limits or ultrasonic acceptance criteria.
How Does YICHOU Mitigate Supply Chain Risk for Critical High-Performance Alloys?
Direct Answer Block: Supply chain risk for critical alloys like Inconel and Hastelloy is mitigated through diversified mill sourcing, strategic inventory of long-lead forged billet, and in-house test lab verification. Mill lead times for nickel-based superalloy plate and bar can extend beyond 26 weeks, particularly for specialized grades like Inconel 625LCF or Hastelloy B-3. A dependable fabricator must maintain buffer stock and possess the metallurgical capability to validate material conformance upon receipt.
The global supply chain for high-performance alloys remains fragile and subject to geopolitical disruptions, trade tariffs on raw nickel and chromium, and periodic capacity constraints at the few mills worldwide capable of producing vacuum-induction melted (VIM) and vacuum-arc remelted (VAR) ingots. For a project engineer, a 30-week delay in receiving a forged Inconel 718 ring for a subsea Christmas tree valve is simply not acceptable.
YICHOU acts as a buffer against this volatility through our robust material management program. We maintain a comprehensive inventory of Hastelloy C-276 and C-22 plate in thicknesses ranging from 1.6 millimeters to 76 millimeters, Inconel 625 and 718 bar stock up to 305 millimeters in diameter, and commercially pure titanium grades 2 and 5. Our sourcing strategy involves partnerships with multiple certified mills across North America, Europe, and Asia.
Upon arrival, every heat of material undergoes verification in our in-house quality lab. We perform optical emission spectroscopy to confirm the precise weight percentages of critical alloying elements: verifying molybdenum content in C-276 is between 15.0 and 17.0 percent, tungsten between 3.0 and 4.5 percent, and iron below 5.0 percent. We conduct mechanical testing to validate yield strength, tensile strength, and elongation meet the relevant ASTM B575 or B564 specifications. This verification step eliminates the risk of downstream failure caused by a mill mix-up or the inadvertent substitution of a lower-grade alloy. For customers, this means the components delivered by YICHOU are accompanied by full traceability documentation—from the original mill heat number through every manufacturing operation to final inspection.
How Are NiTiNOL Components Processed for Demanding Medical and Aerospace Applications?
Direct Answer Block: NiTiNOL components achieve shape memory and superelastic properties through precise control of transformation temperatures between austenite and martensite phases. Cold working followed by shape-setting heat treatment in the range of 400 to 550 degrees Celsius establishes the desired geometry. Femtosecond laser cutting and electropolishing are employed to maintain the high surface finish required for fatigue resistance in medical implants and actuators.
NiTiNOL presents unique manufacturing challenges that separate general machine shops from specialty fabricators. This nearly equiatomic alloy of nickel and titanium is notoriously difficult to machine via conventional turning or milling due to its high ductility, severe work hardening, and low thermal conductivity. Attempting to drill or tap NiTiNOL with standard carbide tooling will result in rapid tool failure, excessive burr formation, and permanent damage to the material's superelastic properties.
YICHOU's approach to NiTiNOL processing avoids these pitfalls through alternative fabrication technologies. For medical applications such as orthopedic staples, guidewires, and self-expanding stent frames, we employ femtosecond laser cutting systems. These ultra-short pulse lasers ablate material with negligible heat-affected zone, preserving the cold-worked microstructure and transformation temperatures that define the component's active austenite finish temperature. Post-laser processing, components undergo electropolishing in a proprietary electrolyte to remove recast layer and achieve a mirror-like surface finish below 0.2 micrometers Ra, which is essential for biocompatibility and fatigue endurance.
For larger NiTiNOL components used in aerospace actuators or downhole oil tools, YICHOU utilizes hot forming and wire electrical discharge machining (EDM) . The shape-setting process involves constraining the NiTiNOL blank in a custom-designed fixture and heat treating it in a vacuum furnace to lock in the desired high-temperature austenite shape. Our quality assurance includes differential scanning calorimetry (DSC) to map the transformation peaks and ensure the active Af temperature aligns with the customer's specific operating requirements, whether that is activation at body temperature of 37 degrees Celsius for medical use or at elevated temperatures for an engine bleed air valve.
Where Do Engineers Encounter Unpredictable Failure with High-Performance Parts and How Does YICHOU Prevent Them?
Direct Answer Block: Unpredictable failures in high-performance parts often arise from improper welding procedures, inadequate post-weld heat treatment, and residual tensile stresses introduced during machining. Stress corrosion cracking in Hastelloy C-276 exposed to chloride-bearing environments above 60 degrees Celsius is accelerated by cold work and weld sensitization. YICHOU prevents these failures through qualified welding procedures, stress relief heat treatment per ASME Section VIII, and 100 percent liquid penetrant inspection of critical surfaces.
Engineering failures in extreme environments rarely follow a linear, predictable path. More often, they manifest as sudden, brittle fractures that occur well below the yield strength of the material. One of the most pernicious failure modes is chloride stress corrosion cracking (CSCC) in austenitic stainless steels and nickel alloys. A heat exchanger fabricated from 316L stainless steel may perform flawlessly for months until a slight upset in process chemistry introduces chlorides. The combination of tensile stress from welding and the presence of chlorides at a temperature of 60 degrees Celsius or higher leads to rapid crack propagation and catastrophic leakage.
YICHOU's welding engineering team operates to the highest industry codes, including ASME Boiler and Pressure Vessel Code Section IX for procedure and performance qualification. For Hastelloy C-276 and C-22 components, we specify over-matching filler metals—typically ERNiCrMo-4 or ERNiCrMo-10—and utilize gas tungsten arc welding (GTAW) with pure argon shielding and trailing gas protection. We strictly control interpass temperature to remain below 93 degrees Celsius and perform post-weld solution annealing when required by the service environment, dissolving any chromium carbide precipitates that may have formed in the heat-affected zone.
Beyond welding, the machining process itself can embed failure mechanisms into a component. High cutting forces can induce tensile residual stresses in the surface layer of Inconel 718 or Ti-6Al-4V, reducing fatigue life by a factor of three or more compared to a component with a compressive stress surface layer. YICHOU mitigates this risk through optimized toolpaths that maintain low radial engagement and through post-machining stress relief. For critical rotating components in aerospace or turbomachinery, we offer vibratory stress relief and low-temperature thermal stress relief to relax these harmful tensile stresses without altering the core mechanical properties of the precipitation-hardened alloy.
What In-Depth Processing Capabilities Does YICHOU Deploy Across Multiple Advanced Materials?
Direct Answer Block: YICHOU deploys a comprehensive manufacturing ecosystem for advanced materials encompassing multi-axis CNC machining, investment casting, metal injection molding (MIM), hot forging, and precision laser cutting. This vertical integration across diverse processes enables material selection optimized for performance rather than constrained by manufacturing limitations. From complex SiC ceramic geometries to intricate NiTiNOL superelastic components, a unified engineering team ensures process compatibility.
The landscape of extreme environment manufacturing is fragmented. A typical aerospace supply chain might involve one vendor for the raw Inconel forging, another for rough machining, a third for finish grinding, and yet another for final non-destructive testing. Each handoff introduces schedule risk, cost escalation, and the potential for communication errors regarding technical requirements. YICHOU consolidates this fragmented workflow under a single quality management system.
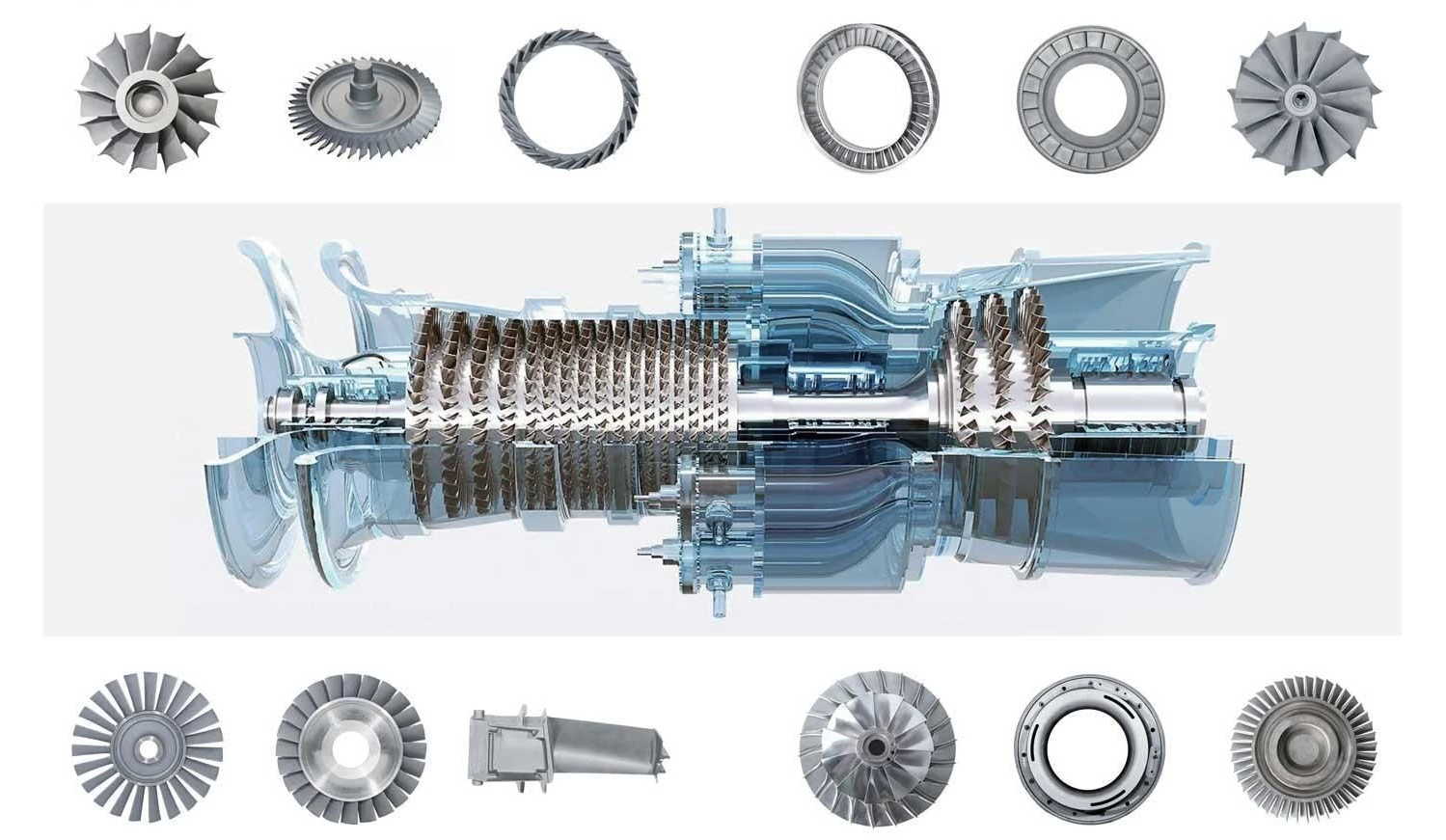
Our multi-axis CNC machining capability is the backbone of our precision manufacturing. We operate 5-axis machining centers capable of producing complex impellers, turbine blades, and structural brackets from solid billet in a single setup, eliminating the geometric error associated with multiple fixture changes. This is particularly critical for titanium aerospace components where weight reduction through thin-wall monolithic design is paramount. Our programming team utilizes advanced CAM software to generate smooth, continuous toolpaths that minimize vibration and maintain consistent chip load.
For high-volume production of small, intricate metal components, such as surgical staples and fuel system nozzles, YICHOU leverages metal injection molding (MIM) technology. In this process, fine metal powder—whether Inconel 718, 17-4 PH stainless steel, or Kovar—is mixed with a thermoplastic binder, injection molded into a complex near-net shape, and then subjected to a debinding and sintering cycle. The resulting components achieve densities exceeding 96 percent of wrought material and exhibit mechanical properties comparable to cast or machined parts, but at a significantly lower cost for production volumes exceeding 10,000 pieces per year.
Our investment casting foundry specializes in pouring small to medium-sized parts in nickel-based superalloys and titanium. The lost-wax process allows us to produce complex, cored passages in turbine blades and vane segments that would be impossible to machine from solid. We pour vacuum-induction melted Inconel 718 and Hastelloy X with strict controls on pouring temperature and shell mold permeability. Post-casting, we perform hot isostatic pressing (HIP) on critical aerospace castings to eliminate any residual internal voids.
For silicon carbide and other technical ceramics, our capabilities extend beyond machining to include near-net-shape forming processes. We produce components via slip casting, cold isostatic pressing, and injection molding of ceramic feedstocks. These green bodies are then sintered in high-temperature vacuum or controlled atmosphere furnaces to achieve full density. This integrated approach allows YICHOU to offer a single point of contact for a component that might combine a SiC rotor with a Hastelloy shaft and a titanium housing, ensuring that the thermal expansion coefficients and assembly tolerances of these disparate materials are fully compatible from the initial design phase.
How Can Engineers Navigate the Selection of the Optimal Material for Extreme Conditions?
Direct Answer Block: Optimal material selection for extreme environments requires a systematic evaluation of the specific corrosive agents, temperature extremes, mechanical loading, and anticipated service life. A simple datasheet comparison is inadequate. YICHOU's application engineering team assists customers in navigating this selection matrix by leveraging decades of experience across chemical processing, aerospace propulsion, nuclear power, and deep-sea oil extraction.
The core challenge for a design engineer facing a new project is the sheer number of variables. Should you select Inconel 718 for its high-temperature strength, or would Hastelloy X be more appropriate due to its superior oxidation resistance at 1100 degrees Celsius? For a valve handling sour gas with hydrogen sulfide partial pressures above 0.05 psi, is Hastelloy C-276 mandatory, or can a more economical super duplex stainless steel suffice if the chloride concentration is low? Is the weight saving of titanium worth the cost premium over a precipitation-hardened stainless steel like 17-4 PH?
YICHOU provides this expertise as a fundamental component of our value proposition. We do not simply machine parts to print; we engage with our clients' engineering teams during the Design for Manufacturability (DFM) phase. If a customer requests a component in Inconel 625 for a high-temperature sulfuric acid environment, our application engineers will validate this choice. They might confirm it is correct due to the alloy's molybdenum content providing resistance to reducing acids. Alternatively, they might recommend an upgrade to Hastelloy C-2000 or Ultimet if the process stream contains aggressive oxidizing agents that could induce transpassive corrosion in 625. This collaborative approach prevents costly field failures and reduces the iterative loop of prototype testing.
The selection process is further complicated by the interaction between material properties and manufacturing process. A design that is easily machined in 316L stainless steel may be prohibitively expensive or impossible to produce in Stellite 6B or Rene 41. YICHOU's internal DFM reviews examine the proposed geometry for features that will cause issues during casting, forging, or machining. For example, a sharp internal corner in a titanium forging is a stress riser that will also cause die wear. A deep, small-diameter hole in Hastelloy is a machining nightmare that may be better produced via electrical discharge machining (EDM) or laser drilling. By integrating this feedback early in the design cycle, YICHOU helps clients achieve their performance targets without sacrificing manufacturability or cost-effectiveness.
Frequently Asked Questions on YICHOU's Advanced Material Manufacturing Capabilities
Can YICHOU produce components in Hastelloy B-3 for hydrochloric acid service?
Yes. YICHOU fabricates Hastelloy B-3 components specifically for highly concentrated hydrochloric acid service at elevated temperatures, where this alloy's low carbon and iron content provides exceptional resistance to grain boundary precipitation and stress corrosion cracking. We maintain inventory of B-3 plate and bar and utilize qualified welding procedures to preserve its as-welded corrosion resistance in the heat-affected zone.
What is the maximum size of a sintered silicon carbide component YICHOU can manufacture?
YICHOU can produce sintered silicon carbide components up to 600 millimeters in diameter or length, depending on the geometry. Our pressureless sintering furnaces accommodate large, complex shapes for applications such as mechanical seal faces, pump shafts, and industrial kiln furniture. Larger or more complex geometries may be produced via reaction-bonded SiC, which has a maximum dimension of 1000 millimeters.
Does YICHOU provide ultrasonic and dye penetrant inspection for aerospace superalloy parts?
Yes. YICHOU's in-house non-destructive testing capabilities include fluorescent liquid penetrant inspection per ASTM E1417 and ultrasonic immersion testing per ASTM A388. For critical aerospace components in Inconel 718 or titanium, we offer Level 3 certified inspections to detect surface-breaking discontinuities and internal defects, with full documentation provided in the final certification package.
How does YICHOU ensure the traceability of high-performance alloys from mill to finished part?
YICHOU maintains full material traceability via a manufacturing execution system that tracks every component from raw material receiving through all processing steps to final shipment. Each finished part is marked with a unique serial number that correlates to the original mill heat number, providing a complete audit trail for regulatory compliance in aerospace, nuclear, and medical device applications.
What are YICHOU's typical lead times for custom Inconel or Hastelloy machined components?
Typical lead times for custom machined Inconel or Hastelloy components range from 4 to 10 weeks, depending on part complexity, material availability, and required certifications. For time-critical projects, YICHOU offers expedited services that can reduce lead times to 2 to 3 weeks by utilizing our strategic inventory of common superalloy bar stock and dedicating machine capacity to the job.

Get in Touch with Yichou
Let Yichou help you achieve excellence in your next project. Whether you need raw materials, custom alloy solutions, or precision-manufactured components, our team is ready to assist.
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website