Executive Summary
Investment casting, also known as lost wax casting, represents one of the most sophisticated and versatile metal forming processes available to modern manufacturers. This comprehensive guide explores the investment casting process in detail, examining its advantages, applications, material capabilities, and how to select the right casting partner for your precision component requirements. For companies seeking high-quality investment casting services, understanding this process enables informed sourcing decisions that optimize both part quality and total manufacturing cost.
Investment casting has emerged as a critical manufacturing technology for producing complex几何形状金属部件 that would be impossible or prohibitively expensive to produce through other methods. From aerospace turbine blades to medical implant components, this process delivers exceptional dimensional accuracy, superior surface finish, and the ability to work with challenging materials including superalloys, titanium, and stainless steels. The global investment casting market continues to expand as manufacturers increasingly recognize the value of near-net-shape manufacturing in reducing material waste and machining costs.
This guide provides engineering professionals, procurement specialists, and product designers with comprehensive knowledge about investment casting capabilities, process considerations, and selection criteria. Whether you are specifying cast components for aerospace engines, designing medical devices, or sourcing precision industrial parts, this information helps ensure successful project outcomes.
1. Understanding Investment Casting Fundamentals
1.1 Historical Development and Modern Applications
Investment casting traces its origins to ancient civilizations, with archaeological evidence showing copper and bronze castings produced using wax pattern techniques dating back over 5,000 years. The Pharaohs of ancient Egypt utilized investment casting to create intricate jewelry and ceremonial objects, while Chinese artisans developed sophisticated lost wax techniques for producing bronze vessels during the Shang Dynasty. These ancient methods laid the foundation for the precision manufacturing process used today.
The modern investment casting industry began developing in earnest during the 1940s and 1950s, primarily driven by aerospace industry requirements for high-temperature alloy components that could not be produced through conventional casting or machining methods. The process enabled turbine engine manufacturers to create complex cooling passages and intricate geometries essential for improving engine efficiency and performance. Military aircraft and later commercial aviation became primary drivers of investment casting technology advancement.
Today's investment casting serves virtually every demanding manufacturing sector, including aerospace propulsion systems, medical implants and instruments, energy generation equipment, automotive performance components, and defense applications. The process has evolved significantly from its early days, with advances in ceramic shell materials, alloy development, process automation, and quality control methods enabling higher productivity, improved consistency, and expanded material capabilities. Modern investment casting facilities operate at production volumes that would have been unimaginable to early practitioners while maintaining the exceptional quality that defines the process.
1.2 The Investment Casting Process Explained
The investment casting process creates metal parts by forming a ceramic shell around a wax pattern and then melting out the wax before pouring molten metal into the cavity. This near-net-shape approach minimizes the machining required to achieve final part dimensions while preserving intricate details that would be impossible to machine. Understanding each process step enables better communication with casting suppliers and more effective part design.
Pattern Making represents the first critical step in the investment casting process. Engineers create wax patterns using precision injection molds that reproduce part geometry with exceptional fidelity. Modern pattern production often employs rapid tooling techniques, including 3D printed patterns for low-volume applications or prototype parts. Pattern quality directly impacts final casting dimensions, making pattern manufacturing a skilled craft requiring precise temperature control and injection parameter optimization. For production runs, multiple pattern molds operate simultaneously to achieve required volumes.
Shell Building involves dipping the wax pattern into a slurry of refractory materials and coating it with successive layers of ceramic stucco. This process typically begins with a prime coat providing a smooth surface finish, followed by backup coats building shell thickness and strength. Each coat requires careful drying to prevent defects while achieving proper shell density. Modern facilities utilize automated shell lines that precisely control dipping times, draining angles, and drying conditions to maximize consistency. Shell building typically requires five to ten coats depending on part size and application requirements.
Dewaxing removes the wax pattern from within the ceramic shell before casting. This step requires careful control to prevent shell damage. Most modern facilities employ steam dewaxing, heating shells in autoclaves at controlled pressures to melt and remove wax without causing thermal shock. The dewaxed shell retains the exact shape of the original pattern, with internal cavities ready to receive molten metal. Following dewaxing, shells undergo preheating to burn out any residual wax and achieve the optimal temperature for metal pouring.
Casting involves pouring molten metal into the preheated ceramic shell. Metal melting typically occurs in induction furnaces or electric arc furnaces, with the specific furnace type depending on alloy requirements. Pouring requires skilled operators who control metal temperature, pouring rate, and gating design to ensure complete filling and avoid defects. Shell preheating temperature must be precisely matched to metal pour temperature to prevent cold shuts, misruns, or excessive shell reaction. Following pouring, castings cool within the shell, which provides controlled cooling rates essential for achieving proper microstructure.
Shell Removal and Finishing completes the casting process. Once solidified, castings are removed from the ceramic shell through mechanical means such as vibration or water jet cutting. The ceramic material is typically recycled for use in new shell production. Castings then undergo various finishing operations including cutting from the gating system, heat treatment, surface cleaning, and dimensional inspection. Some applications require additional machining to achieve final tolerances, though investment casting's inherent accuracy minimizes machining requirements compared to other casting methods.
1.3 Key Advantages of Investment Casting
Investment casting offers numerous advantages that make it the preferred manufacturing method for demanding applications. Understanding these benefits enables appropriate process selection and effective design for manufacturability.
Geometric Complexity stands as investment casting's most significant advantage. The process can produce parts with complex内部冷却通道, thin walls, fine details, and intricate外部 features that would be impossible or prohibitively expensive to machine. Undercuts, blind cavities, and complex curved surfaces present no additional difficulty, enabling designers to optimize part performance without manufacturing constraints. This capability proves particularly valuable for aerospace components where aerodynamic performance or cooling efficiency depends on complex geometry.
Dimensional Accuracy exceeds other casting methods significantly. Investment castings routinely achieve tolerances of ±0.003 inches per inch with machining allowances of 0.020 to 0.060 inches, compared to sand castings requiring 0.125 to 0.250 inch machining allowances. This accuracy reduces or eliminates machining operations, lowering production costs and lead times. For many applications, investment castings require only minor finishing operations rather than extensive machining.
Superior Surface Finish results from the smooth ceramic mold surface. As-cast surface finishes typically range from 125 to 250 microinches RMS, often eliminating the need for surface preparation on non-critical surfaces. This characteristic proves particularly valuable for components where aerodynamics, fluid flow, or aesthetics matter. Parts requiring only minimal polishing or no surface treatment save significant processing costs.
Material Versatility encompasses the full range of casting alloys including aluminum, titanium, stainless steels, tool steels, cobalt alloys, and nickel-based superalloys. This flexibility enables matching material properties to application requirements without process limitations. High-temperature alloys particularly benefit from investment casting, as the process produces superior microstructures compared to other casting methods while enabling the complex geometries these materials require.
Material Efficiency approaches 90 percent for some geometries, significantly higher than machining from bar stock or plate. Near-net-shape production minimizes raw material waste, particularly valuable for expensive aerospace alloys where material costs dominate component costs. This efficiency also reduces environmental impact through lower energy consumption and waste generation.
2. Materials and Alloy Selection
2.1 Stainless Steel Investment Castings
Stainless steel investment castings serve diverse applications across aerospace, medical, industrial, and consumer product sectors. The investment casting process preserves stainless steel's corrosion resistance and mechanical properties while enabling complex geometries impossible to achieve through machining. Understanding available stainless steel grades and their characteristics enables appropriate material selection for specific applications.
Austenitic Stainless Steels including investment casting grades 303, 304, 304L, 316, and 316L provide excellent corrosion resistance and good mechanical properties. Grade 316 and 316L offer superior corrosion resistance compared to 304 variants, particularly in chloride-containing environments, making these grades popular for marine and chemical processing applications. The low carbon versions (304L, 316L) minimize carbide precipitation during welding, essential for welded constructions. Investment cast austenitic stainless steels typically achieve tensile strengths of 70,000 to 85,000 psi with good ductility and impact resistance.
Martensitic Stainless Steels such as CA-6NM, CB-6, and 17-4 PH provide higher strength and hardness than austenitic grades through heat treatment. Grade CA-6NM offers excellent corrosion resistance combined with good weldability, making it popular for valve and pump components in marine and water treatment applications. The precipitation hardening grade 17-4 PH achieves ultimate tensile strengths exceeding 200,000 psi in the peak aged condition while maintaining reasonable corrosion resistance. These grades serve applications requiring both corrosion resistance and high strength.
Ferritic Stainless Steels including409 and 430 provide cost-effective corrosion resistance for automotive exhaust and industrial furnace applications. While not as corrosion-resistant as austenitic grades, ferritic stainless steels offer adequate performance for many environmental applications at significantly lower cost. Investment casting enables complex exhaust component geometries that improve performance while reducing assembly complexity.
2.2 Aluminum Investment Castings
Aluminum investment castings serve applications requiring light weight, good corrosion resistance, and complex geometry. The low melting point of aluminum alloys enables faster production cycles and lower energy consumption compared to steel or nickel alloy castings, though the process requires expertise to avoid common defects.
A356 and 356 represent the most common aluminum investment casting alloys, offering excellent castability, good mechanical properties, and weldability. A356-T6 heat treatment produces ultimate tensile strengths approaching 48,000 psi with elongation of 3 to 10 percent depending on temper. These alloys serve aerospace structural components, automotive performance parts, and marine hardware requiring light weight and corrosion resistance.
Aluminum-Silicon Alloys including 413 and 443 provide superior castability for thin-walled or complex parts. The silicon content improves fluidity, enabling filling of thin sections and intricate details. While mechanical properties are slightly lower than A356, these alloys serve many non-critical applications where complex geometry drives material selection.
2.3 Cobalt and Nickel-Base Superalloys
Cobalt and nickel-base superalloys serve the most demanding high-temperature applications where corrosion resistance, oxidation resistance, and creep strength are critical. Investment casting preserves these materials' exceptional high-temperature properties while enabling the complex geometries turbine and rocket components require.
Cobalt Base Alloys including the Stellite family provide excellent wear resistance, corrosion resistance, and high-temperature strength. These alloys serve valve trim, bearing surfaces, and hot section turbine components where surface degradation threatens component life. Investment casting produces near-net-shape parts that minimize expensive machining of difficult-to-work materials.
Nickel Base Superalloys including Inconel 718, Inconel 713, and CMSX-4 represent the pinnacle of high-temperature material capability. These alloys retain strength at temperatures exceeding 1800°F while resisting oxidation and creep deformation. Investment casting produces single crystal turbine blades and vanes with sophisticated cooling passages that maximize component life in extreme environments. The aerospace and power generation industries depend on investment cast superalloy components for critical engine applications.
3. Applications Across Industries
3.1 Aerospace Industry Applications
The aerospace industry represents the largest and most demanding market for investment cast components. Aircraft engines, airframes, and spacecraft systems incorporate numerous investment cast parts where complex geometry, high-temperature capability, or exceptional material properties are essential.
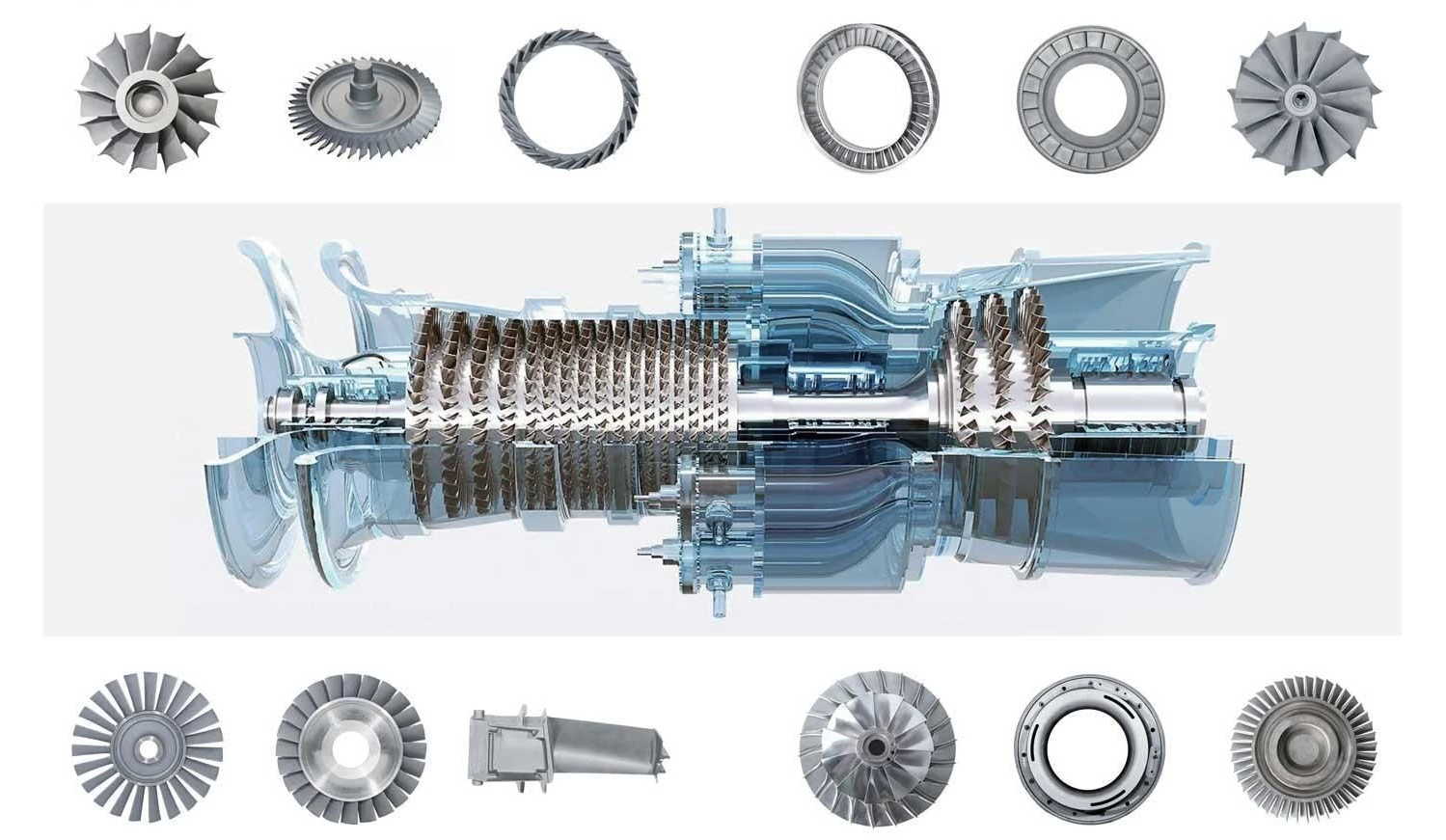
Turbine Engine Components depend heavily on investment casting for both performance and economic reasons. Single crystal turbine blades and nozzle guide vanes feature intricate内部冷却通道 that would be impossible to machine, enabling gas turbine engines to operate at temperatures approaching the melting point of the blade material. These sophisticated castings represent the pinnacle of investment casting capability, requiring exceptional process control and inspection. Beyond rotating blades, investment casting produces combustor liners, turbine shrouds, and nozzle assemblies where complex geometry and high-temperature capability drive material selection.
Airframe Components utilize investment castings for structural fittings, hinge brackets, and control system housings where weight reduction or geometric complexity matters. Aerospace-grade stainless steel and titanium investment castings provide the strength and fatigue resistance required for flight-critical applications while reducing part count through consolidated designs. The F-35 Lightning II and commercial aircraft programs incorporate hundreds of investment cast components throughout their structures.
Landing Gear Components require the exceptional strength-to-weight ratio and fatigue resistance that investment castings provide. Steel and titanium castings serve wheel supports, strut housings, and hydraulic linkages where dimensional accuracy and surface finish reduce assembly complexity. The controlled microstructure of investment castings provides superior fatigue life compared to welded or machined alternatives.
3.2 Medical Device Applications
Medical device manufacturers increasingly specify investment cast components for instruments, implants, and surgical tools. The process enables complex geometries while preserving the biocompatibility and corrosion resistance that medical applications demand.
Surgical Instruments including retractors, forceps, and specialized cutting tools benefit from investment casting's combination of complex geometry and superior surface finish. Cast stainless steel instruments provide the corrosion resistance necessary for repeated sterilization while the near-net-shape capability reduces manufacturing costs compared to machined alternatives. Investment cast instruments often require only final sharpening and finishing rather than extensive machining.
Orthopedic Implants including hip stems, knee components, and spinal devices utilize investment casting for complex porous structures that promote bone ingrowth. The process enables controlled pore size and distribution that enhances implant fixation while maintaining structural integrity. Titanium and cobalt-chrome investment castings provide the biocompatibility and mechanical properties these load-bearing implants require.
Dental Components including prosthetic frameworks and implant abutments represent growing investment casting applications. The complex curved surfaces and precise fit requirements match investment casting capabilities perfectly. Precious and semi-precious metal alloys serve aesthetic dental applications while base metal alloys provide cost-effective solutions for larger constructions.
3.3 Industrial and Energy Applications
Beyond aerospace and medical sectors, investment casting serves diverse industrial applications where extreme conditions, complex geometry, or material efficiency drive manufacturing method selection.
Valve and Pump Components represent major investment casting applications across oil and gas, chemical processing, and water treatment industries. Complex valve bodies incorporate multiple ports, internal passages, and mounting surfaces that investment casting produces efficiently. Corrosion-resistant stainless steel and special alloys handle aggressive media while the process enables consolidated designs that reduce leak paths and assembly complexity.
Turbomachinery Components for power generation and oil and gas compression employ investment cast stainless steel and alloy steel components. Blades, vanes, and wear rings benefit from the combination of complex geometry and material efficiency investment casting provides. The process enables optimized airfoil designs that improve efficiency while reducing weight.
Automotive Performance Parts including turbocharger housings, exhaust manifolds, and suspension components utilize aluminum and stainless steel investment castings. The automotive industry's volume requirements have driven investment casting automation and productivity improvements that benefit all market sectors. Lightweight aluminum castings reduce vehicle weight while the process enables integration of multiple functions into single components.
4. Design Considerations and Best Practices
4.1 Design Guidelines for Investment Castings
Successful investment casting applications begin with appropriate part design. Understanding process capabilities and limitations enables design optimization that maximizes manufacturing efficiency while avoiding costly problems.
Minimum Wall Thickness depends on part size, alloy, and geometry complexity. Typical minimum walls range from 0.060 to 0.125 inches for small parts, increasing to 0.125 to 0.250 inches for larger components. Thin walls risk incomplete filling or excessive shell heat absorption leading to cold shuts. Designers should consult with casting suppliers early in development to confirm achievable section thickness.
Draft Angle requirements for investment casting typically range from 1 to 3 degrees, significantly less than injection molding or die casting. The wax pattern shrinks away from the mold cavity during cooling, actually facilitating part removal. However, complex internal cavities may require additional draft to ensure complete shell filling and pattern removal. Rapid prototyping of patterns enables design validation before committing to production tooling.
Tolerance Considerations should account for the predictable dimensional changes occurring throughout the investment casting process. Pattern making, shell building, dewaxing, and metal cooling each contribute to dimensional variation. Working with casting suppliers to establish achievable tolerances for specific part geometries prevents unrealistic specifications that increase costs without improving function. Most applications achieve ±0.003 to ±0.005 inches per inch tolerances as-cast.
Surface Finish achievable as-cast typically ranges from 125 to 250 microinches RMS, though prime coats can improve surface finish to 63 microinches or better. Designers should specify surface finish requirements only where functionally necessary, as additional surface treatment adds cost. Internal passages and non-critical exterior surfaces often accept as-cast finish without penalty.
4.2 Gating and Riser Design
Proper gating and riser design ensures sound castings by controlling metal flow, solidification, and feeding of shrinkage. While casting suppliers handle detailed gating design, understanding basic principles helps engineers communicate requirements effectively.
Gating Systems direct molten metal from the pouring cup to the casting cavity while minimizing turbulence, oxidation, and temperature loss. Multiple gates often feed larger castings to ensure complete filling before metal begins solidifying. Gate location influences final microstructure and defect susceptibility, making gating design a critical process parameter.
Risers and Feeders supply liquid metal to compensate for solidification shrinkage. Proper riser sizing and placement prevents shrinkage cavities that compromise part integrity. Modern casting simulation software enables optimized riser design that minimizes material consumption while ensuring sound castings. Thermal analysis during design prevents costly trial-and-error iterations.
Hot Topping maintains metal temperature at the riser-casting interface, ensuring continued feeding throughout solidification. Properly designed hot tops significantly reduce rejection rates for large or complex castings. The additional material and processing cost typically prove economical compared to increased scrap rates from inadequate feeding.
4.3 Dimensional Control and Inspection
Investment casting's inherent accuracy reduces but does not eliminate the need for dimensional inspection. Understanding inspection methods and their applications ensures appropriate quality verification for specific requirements.
Coordinate Measuring Machines provide comprehensive dimensional inspection for complex investment castings. CMM inspection compares actual part dimensions to CAD models, identifying deviations requiring correction. Statistical process control of CMM data enables continuous process improvement and early detection of trends that could increase rejection rates.
Non-Destructive Testing including X-ray, ultrasonic, and fluorescent penetrant inspection detects internal and surface defects that might compromise part performance. Aerospace and medical applications typically require full penetration inspection of critical castings. Investment casting suppliers maintain comprehensive NDT capabilities to serve demanding industry requirements.
Material Verification confirms alloy composition meets specification requirements. Spectroscopic analysis of sample coupons verifies chemistry while mechanical testing validates strength, ductility, and hardness. Medical and aerospace applications often require complete material test reports documenting compliance with applicable specifications.
5. Selecting an Investment Casting Supplier
5.1 Capability Assessment Criteria
Choosing the right investment casting partner significantly impacts project success. Systematic evaluation of supplier capabilities ensures appropriate selection for specific application requirements.
Technical Expertise encompasses engineering support, process capability, and problem-solving experience. Suppliers with strong engineering teams provide design for manufacturability guidance that optimizes part function while minimizing casting costs. Ask about specific experience with similar applications and challenging requirements. Suppliers serving aerospace and medical industries typically demonstrate superior technical capabilities.
Quality Systems certification indicates systematic process control and continuous improvement. ISO 9001 certification represents baseline quality system requirements, while AS9100 certification demonstrates aerospace-quality management. Nadcap certification for special processes confirms capability for demanding applications. Request copies of current certificates and recent audit results.
Production Capacity evaluation should consider both volume capability and lead times. Some suppliers specialize in high-volume production while others focus on low-volume, high-complexity castings. Understanding a supplier's typical batch sizes and production rates ensures alignment with project requirements. Also consider whether capacity is dedicated or shared with other customers.
Material Capabilities vary significantly among investment casting suppliers. Confirm that prospective suppliers have experience with required alloys and can provide necessary certifications. Specialty alloys like titanium or single crystal superalloys require specific equipment and expertise not all suppliers possess.
5.2 Cost Considerations and Value Analysis
Investment casting costs involve multiple components beyond unit price. Comprehensive cost analysis reveals true value differences among potential suppliers.
Tooling Costs for pattern molds and fixtures vary with part complexity and quantity requirements. Low-volume production may utilize rapid tooling approaches that reduce initial investment while higher volumes justify precision production tooling. Understand tooling amortization schedules and whether suppliers offer tooling ownership or lease options.
Unit Pricing reflects casting complexity, material costs, finishing requirements, and inspection levels. Comparing prices requires common assumptions about quality requirements and inspection levels. Request detailed quotations specifying all included services to enable accurate comparison.
Total Cost of Ownership extends beyond initial purchase price to include incoming inspection costs, rework rates, delivery reliability, and engineering support quality. Suppliers with higher prices but lower defect rates and better technical support often provide lower total cost than seemingly cheaper alternatives. Evaluate supplier track records for quality and delivery performance.
5.3 Communication and Partnership Quality
Effective communication and collaborative relationships contribute significantly to project success. Evaluating communication quality during the selection process indicates future partnership effectiveness.
Responsiveness to inquiries demonstrates customer focus and operational efficiency. Note response times and completeness of initial quotations. Suppliers who provide prompt, detailed responses to initial inquiries typically maintain similar service levels throughout production.
Engineering Support quality becomes apparent through technical discussions about part design and manufacturing challenges. Suppliers who ask probing questions about application requirements and suggest design improvements demonstrate valuable expertise. Avoid suppliers who simply accept designs without contributing manufacturing knowledge.
Documentation Practices indicate operational discipline and quality system effectiveness. Request sample certifications, test reports, and inspection procedures to evaluate documentation quality before committing to production orders.
6. Ningbo Yichou Industrial: Your Investment Casting Partner
For companies seeking reliable investment casting services combined with comprehensive precision manufacturing capabilities, Ningbo Yichou Industrial Co., Ltd offers proven expertise serving customers worldwide. With over 20 years of experience in precision manufacturing, we have developed specialized capabilities in investment casting that deliver consistent, high-quality results across diverse industries.
Our investment casting capabilities include:
Comprehensive Material Range: We work with all standard investment casting alloys including stainless steels (304, 316, 17-4PH), aluminum alloys (A356, 356), titanium alloys, and specialty alloys including Inconel and cobalt-based materials. Our material sourcing ensures certified quality from qualified suppliers.
Precision Dimensional Control: Our investment casting capabilities achieve tolerances to ±0.003 inches per inch with surface finishes to 125 microinches as-cast. Comprehensive CMM inspection ensures every casting meets customer specifications.
Complete Finishing Services: Beyond casting, we provide complete heat treatment, machining, surface treatment, and quality inspection services. Our one-stop approach reduces handling, shortens lead times, and ensures quality accountability throughout production.
Quality Certification: We maintain ISO 9001 quality management system certification and can provide comprehensive documentation including material test reports, dimensional inspection reports, and process certifications required for aerospace, medical, and industrial applications.
Engineering Support: Our experienced engineering team provides design for manufacturability feedback to optimize your parts for investment casting efficiency. We collaborate with customers from prototype through production to ensure successful outcomes.
We welcome inquiries from companies seeking a reliable investment casting partner. Our team provides responsive quotations and technical support to help you achieve your manufacturing objectives.

Conclusion
Investment casting provides exceptional capabilities for producing complex metal components with superior dimensional accuracy, surface finish, and material efficiency. Understanding process fundamentals, material options, design considerations, and supplier selection criteria enables effective utilization of this versatile manufacturing method.
The aerospace, medical, and industrial sectors depend on investment casting for components that no other manufacturing method can produce. By selecting qualified casting partners and designing appropriately for process capabilities, manufacturers leverage investment casting's advantages to achieve competitive component solutions.
For companies seeking an investment casting partner with demonstrated capability and quality commitment, Ningbo Yichou Industrial stands ready to support your precision component requirements. Contact us today to discuss your investment casting needs and discover how our expertise can contribute to your manufacturing success.
Keywords: Investment Casting, Lost Wax Casting, Precision Casting, Lost Wax Precision Casting, Metal Casting Services, Aerospace Casting, Medical Casting, Stainless Steel Casting, Aluminum Casting, Titanium Casting, Precision Manufacturing, CNC Machining, Quality Casting Supplier
Related Services: Investment Casting | Precision Machining | CNC Milling and Turning | Heat Treatment | Surface Treatment | Quality Inspection | Prototype and Production Casting
Contact us today for a competitive quote and technical support!
Let Yichou help you achieve excellence in your next project. Whether you need raw materials, custom alloy solutions, or precision-manufactured components, our team is ready to assist.
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website