From Guide Vanes to Landing Gear: How AS9100 Precision Manufacturing Systematically Eliminates the Five Hidden Risks in Your Aerospace Supply Chain
Meta Description (for SEO)
*Aerospace supply chain risks cost millions. Learn how AS9100 precision manufacturing eliminates batch drift, traceability gaps, and material certification failures across engine guide vanes, landing gear struts, and titanium mounting brackets. 3500+ word technical guide for procurement engineers.*
Table of Contents
-
Introduction – The Unseen Weight of Aerospace Procurement
-
1.1 The Decision That No One Envies
-
1.2 Why This Article Exists
-
-
The Five Hidden Risks That Derail Aerospace Supply Chains
-
2.1 Risk #1: The Dangerous Gap Between AS9100 Certification and True Operational Compliance
-
2.2 Risk #2: The Material and Geometry Barrier Eliminates Most Suppliers
-
2.3 Risk #3: The Prototype Stall That Kills Program Momentum
-
2.4 Risk #4: The Silent Drift of Batch-to-Batch Consistency
-
2.5 Risk #5: The Opacity of Quality Data and the Audit Nightmare
-
-
The AS9100 Precision Manufacturing Solution
-
3.1 Material Control: The First Digital Gate
-
3.2 First Article Inspection: Process Validation, Not Paperwork
-
3.3 Statistical Process Control: Preventing Drift Before It Happens
-
3.4 Complete Digital Traceability: The Audit-Ready Birth Certificate
-
-
Component-Specific Capabilities
-
4.1 Engine Guide Vanes (IGV / OGV / NGV)
-
4.2 Landing Gear Structural Components
-
4.3 Engine Mounting Brackets
-
-
Conclusion – What Genuine AS9100 Compliance Delivers
-
5.1 For Your Supply Chain
-
5.2 A Practical Next Step
-
5.3 Final Thought
-
-
About YICHOU
Section 1: Introduction – The Unseen Weight of Aerospace Procurement
1.1 The Decision That No One Envies
In the aerospace industry, there is a unique kind of pressure that falls on the shoulders of supply chain managers, procurement directors, and engineering leaders.
It is not the pressure of a tight budget, though budgets are always tight.
It is not the pressure of a demanding schedule, though schedules are always demanding.
It is the pressure of knowing that a single component failure — one cracked inlet guide vane, one out-of-spec landing gear bore, one improperly heat-treated engine bracket — can cascade into a catastrophic event with a human cost that is simply too high to contemplate.
When you are responsible for sourcing a new set of inlet guide vanes for a next-generation turbofan engine, you are not buying machined metal.
You are buying a statistical guarantee of zero failures over tens of thousands of flight hours.
You are buying a guarantee that a part will function perfectly while being subjected to gas path temperatures exceeding the melting point of its base superalloy, relying entirely on internal cooling channels measured in tenths of a millimeter.
You are buying a guarantee that a landing gear strut will absorb impact loads multiplying the aircraft's weight several times over, cycle after cycle, year after year, without a single fatigue crack.
This is the fundamental reality of flight-critical aerospace components.
They cannot be produced by a standard machine shop with an impressive equipment list.
They can only be born from a manufacturing culture built entirely upon the rigid framework of the AS9100 quality management standard, executed by a team with an absolute, unwavering zero-defect mentality, and verified through a digital traceability system that leaves no question unanswered.
1.2 Why This Article Exists
This article is written for the people who carry that weight.
It is for the procurement professional who has been burned before — who selected a supplier with an AS9100 certificate on the wall, only to discover months later that their production floor was still operating on an ISO 9001 legacy foundation with no real traceability.
It is for the engineering director who has watched a promising program stall because a critical prototype took four months to arrive instead of four weeks.
It is for the quality manager who has endured the nightmare of an FAA audit with a supplier who could not produce a complete digital birth certificate for a single serialized part.
Over the next 3500+ words, we will walk through the five most damaging and recurring risks in aerospace supply chains today.
For each risk, we will explain:
-
What the risk actually looks like in practice
-
How it manifests in real programs
-
What the consequences are for your schedule, your budget, and your safety case
-
How a properly implemented AS9100 precision manufacturing system eliminates that risk at its engineering root cause
We will also provide specific, actionable questions you can ask any potential supplier to screen for these risks before you sign a purchase order.
By the end of this article, you will have a clear framework for evaluating aerospace precision machining partners — and a clear understanding of what genuine AS9100 compliance looks like on a production floor.
Section 2: The Five Hidden Risks That Derail Aerospace Supply Chains
Before we dive into solutions, we must first name the problems.
These five risks are not theoretical. They have derailed real programs, caused real delays, and in some cases, contributed to real safety events. They persist because they are often invisible until it is too late — and because many suppliers either do not recognize them or are not honest about their own limitations.
2.1 Risk #1: The Dangerous Gap Between AS9100 Certification and True Operational Compliance
What This Risk Looks Like
AS9100 certification has become a baseline requirement for aerospace supply chains. Almost any shop that wants to play in this space has gone through the process of hiring a consultant, writing a quality manual, and passing an audit.
But here is the uncomfortable truth that few people talk about:
There is a vast difference between having an AS9100 certificate on the wall and actually operating a fully compliant AS9100 production floor every single day.
Many workshops that market themselves as "aerospace-ready" are, in reality, still operating on an ISO 9001 legacy foundation. They have the certificate because their customers require it. But they have never fully integrated the aerospace-unique requirements that make AS9100 fundamentally different from ISO 9001.
The Specific Gaps That Matter Most
Here are the specific requirements that separate genuine AS9100 implementation from a paper certification:
Full Lot Traceability Reaching Back to the Material Mill Source
In a genuine AS9100 system, every single component is traceable not just to the supplier's incoming inspection record, but all the way back to the original material producer's heat lot certificate. This means that if a material defect is discovered years later, you can identify exactly which parts from that heat lot went into which assemblies on which aircraft.
In a paper-certification shop, traceability often stops at the supplier's receiving dock. They know they bought material from a certain distributor. But they cannot link a specific part to a specific mill heat lot because that data was never digitized and linked.
Comprehensive AS9102 First Article Inspection
AS9102 is the global standard for First Article Inspection in aerospace. It requires a complete dimensional layout of every feature on the drawing, with each measurement directly linked to the ballooned drawing number, the nominal dimension, the tolerance band, and the actual measured value.
But many shops treat the FAI as a paperwork exercise. They measure only a subset of features. They do not link the FAI results to the specific machine tool, the specific cutting tool batch, or the specific CNC program revision. They produce a report that looks compliant but lacks the depth needed to truly validate the process.
Process Failure Mode and Effects Analysis (PFMEA)
PFMEA is a proactive risk assessment methodology that asks: "Before we cut the first chip, what could possibly go wrong at each step of this process, and how will we prevent it?"
In a genuinely implemented AS9100 system, PFMEA is a living document that drives real decisions about tooling, fixturing, inspection methods, and process controls.
In a paper-certification shop, PFMEA is a document that was created once for the audit and has not been touched since.
The Consequences for Your Program
When you select a supplier with a certificate but without genuine operational compliance, the consequences are severe and often invisible until too late.
Your component becomes an orphan from the very first machining operation. It is disconnected from its material pedigree. It lacks a fully documented process history. The reliability you are paying for — the statistical guarantee of zero failures — simply does not exist.
And because these gaps are invisible to a standard supplier audit, you may not discover them until a part fails in service, or until your own customer conducts a deep dive into your supply chain traceability.
How to Screen for This Risk
When evaluating a potential supplier, ask these specific questions:
-
"Can you show me a live example of your digital traceability thread linking a raw material certificate to a finished, serialized part?"
-
"Who maintains your PFMEA documents, and when was the last time they were updated for a production part?"
-
"Can you walk me through your AS9102 First Article Inspection process from start to finish, including how you link measurement results to machine and tool data?"
If the answers are vague, or if they cannot produce a live example, consider that a significant red flag.
2.2 Risk #2: The Material and Geometry Barrier Eliminates Most Suppliers
What This Risk Looks Like
Your engineering team designs parts that push the limits of what is physically possible.
The bill of materials likely demands components made from materials that naturally resist being cut.
Inconel 718 and Other Nickel-Based Superalloys
These materials are the standard for hot-section components like nozzle guide vanes. They maintain their strength at temperatures that would turn most metals into putty. But that same property makes them extraordinarily difficult to machine.
They exhibit intense work hardening — the moment your cutting tool touches the material, the surface layer becomes harder than the base material, gradually destroying your tool.
They have very low thermal conductivity, which means the heat generated at the cutting edge does not dissipate into the workpiece or the chips. It stays right at the tool tip, accelerating wear and eventually causing catastrophic tool failure.
They have a chemical affinity for many cutting tool materials, which leads to built-up edge formation and poor surface finish.
300M and A100 Vacuum Arc Remelted Steels
These ultra-high-strength steels are the standard for landing gear components. They achieve tensile strengths exceeding 1,900 MPa after heat treatment, combined with the fracture toughness needed to resist crack propagation.
But that strength comes at a machining cost. These materials are extremely abrasive. They produce long, stringy chips that are difficult to break and evacuate. They require very high cutting forces, which demand rigid machine tools and stable fixturing.
Ti-6Al-4V Titanium Alloys
Titanium is the material of choice for engine mounting brackets and many airframe structures because of its exceptional strength-to-weight ratio.
But titanium has a low elastic modulus — about half that of steel. This means the part flexes significantly under cutting loads. It is notoriously difficult to machine to final tolerance without chatter-induced surface damage and dimensional spring-back.
Titanium is also chemically reactive at high temperatures. If your cutting parameters are not perfectly controlled, the material will weld itself to your cutting tool, destroying the tool and potentially scrapping the part.
The Geometric Complexity Challenge
It is not just the materials. It is the shapes.
Your part geometries are filled with features that push the limits of conventional machining:
-
Deep, straight holes with extreme length-to-diameter ratios — landing gear bores often require L/D ratios of 30:1 or greater
-
Sculptured aerodynamic surfaces that must be generated to within a few micrometers of the theoretical airfoil profile
-
Thin walls that will vibrate and chatter under the smallest cutting force
-
Geometric dimensioning and tolerancing schemes that demand consistent micron-level accuracy across thousands of units
The Consequences for Your Program
The combination of difficult materials and complex geometries instantly eliminates the vast majority of available machine shops from your qualified supplier list.
The typical job shop — even a relatively sophisticated one — simply lacks the machine tool dynamics, the advanced cutting tool technology, and the dedicated process engineering brainpower to deliver consistently.
Some shops will honestly decline to quote. But others will accept the work despite their limitations, hoping to learn as they go. These are the dangerous ones.
They will struggle technically. They will produce inconsistent batch quality. They will miss delivery dates. And because they are learning on your parts, with your material, on your schedule, you will bear the cost of their learning curve.
How to Screen for This Risk
When evaluating a potential supplier, ask these specific questions:
-
"What specific machine tools do you use for Inconel 718 / 300M steel / Ti-6Al-4V, and what spindle horsepower and torque do they deliver at the cutting edge?"
-
"What is your standard tooling strategy for deep hole drilling with L/D ratios above 20:1?"
-
"Have you machined this specific material grade before? Can you provide a reference from a customer who required a similar material and geometry?"
A supplier who cannot answer these questions with specific, technical detail is likely not qualified to machine your parts.
2.3 Risk #3: The Prototype Stall That Kills Program Momentum
What This Risk Looks Like
Your advanced engineering team urgently needs a set of functional variable guide vanes or a single engine bracket prototype.
The need is driven by a critical milestone. Perhaps you have a fit-check that must be completed before the next design iteration can be released. Perhaps you have a ground vibration test campaign that requires actual hardware, not simulations. Perhaps you need to validate a new casting tool before committing to production quantities.
Time is measured in days. The certification milestone cannot move.
You reach out to potential suppliers. You send them the 3D solid model and the engineering drawing. You ask for a timeline.
And then you wait.
Why This Stall Happens
The majority of external shops that might possess the base technical capability to make your part lack two critical resources:
In-House Five-Axis Simultaneous Machining Capacity
Complex aerospace components almost always require five-axis simultaneous machining. This is not a nice-to-have. It is a necessity for reaching features that are inaccessible with three-axis or 3+2 positioning.
But five-axis machine tools are expensive. A single high-end five-axis machining center can cost upwards of half a million dollars. Many shops have one or two. They are often fully scheduled weeks or months in advance.
Dedicated Engineering Resources for Manufacturability Review
Before a shop can quote your prototype, they need to perform a manufacturability review. They need to determine if the part can be made as designed, what fixturing will be required, what cutting tools will be needed, and how long the machining will take.
In many shops, this engineering resource is the same person who programs production parts, handles tooling decisions, and troubleshoots issues on the floor. They are already overcommitted. Your prototype review goes to the bottom of the pile.
Some shops will offer to expedite — for a significant NRE fee that can run into tens of thousands of dollars.
The Consequences for Your Program
The timeline for a typical prototype from a non-specialized shop is measured in months, not weeks.
This schedule delay propagates directly into your program's critical path.
Development aircraft sit on the ground waiting for parts. Test cell infrastructure — rented or owned at enormous daily cost — sits idle. Specialized engineering personnel, whose time is billed at hundreds of dollars per hour, are reassigned to other tasks, then must be brought back up to speed when parts finally arrive.
The direct cost of a prototype delay often runs into the hundreds of thousands of dollars. The indirect cost — in lost schedule margin and increased program risk — is often much higher.
How to Screen for This Risk
When evaluating a potential supplier for prototype work, ask these specific questions:
-
"What is your standard lead time for a functional prototype of a complex aerospace component from receipt of data?"
-
"Do you have in-house additive manufacturing capability for rapid prototyping of titanium or Inconel components?"
-
"Can you provide a reference from a customer who received a prototype from you within four weeks of data release?"
Suppliers who have invested in rapid prototyping capabilities — including direct metal laser sintering for functional metal prototypes — will be able to answer these questions confidently. Those who have not will give you vague answers or long lead times.
2.4 Risk #4: The Silent Drift of Batch-to-Batch Consistency
What This Risk Looks Like
Your requirement is not for ten perfect samples carefully selected from a production run with a high scrap rate.
Your requirement is a guarantee that ten consecutive production batches — each potentially containing one hundred or more individual components — will be statistically indistinguishable from one another in their dimensional distributions and material property measurements.
This is a much more demanding requirement than most suppliers understand.
How the Drift Happens
A workshop that lacks a disciplined, real-time Statistical Process Control (SPC) system will inevitably experience a slow, hard-to-detect drift in critical dimensions.
Here is how it typically unfolds:
-
Batch Number One: The process is set up carefully. The first article passes with all dimensions perfectly centered in the tolerance band. The operator runs the batch. Everything looks good.
-
Batch Number Two: The cutting tools have some wear, but still produce acceptable parts. The operator may make a small offset adjustment based on experience. The parts still pass inspection.
-
Batch Number Three: Tool wear continues. The operator makes another adjustment. The process is now running slightly different from the validated setup.
-
Batch Number Four: A different operator runs the shift. Their adjustments are based on different judgment. Critical dimensions begin to shift.
-
Batch Number Five: The cumulative effect of small adjustments, tool wear, and operator variability has shifted a critical dimension dangerously close to the upper specification limit. The parts still pass inspection — barely. But they are not statistically identical to Batch Number One.
The Consequences for Your Program
When a batch with drifted dimensions is mixed into a rotor assembly or a structural joint, the consequences can be severe.
For rotating components: A small dimensional shift in an airfoil can alter the balance of a rotor assembly. The resulting unbalance may not be detectable in initial testing, but it will create vibration that accelerates bearing wear and reduces component life.
For structural components: A drifted feature in a bolted joint can change the preload on fasteners when the joint is torqued. This creates unexpected stress distributions that can lead to premature fatigue cracks.
The most dangerous part is that these failure modes often only appear after thousands of flight hours. By then, the problem is embedded in your fleet. You are looking at an AOG event, a fleet-wide inspection program, and potentially a mandatory service bulletin.
How to Screen for This Risk
When evaluating a potential supplier, ask these specific questions:
-
"What is your minimum acceptable Cpk for Key Characteristics, and can you show me control charts from a recent production run?"
-
"Do you have a formal cutting tool life management protocol that dictates tool changes based on data rather than operator judgment?"
-
"How do you detect and respond to a trend toward control limits before a non-conforming part is produced?"
A supplier with genuine SPC discipline will be able to show you real control charts and explain their pre-emptive intervention protocols. A supplier without SPC will talk about final inspection — which is not the same thing.
2.5 Risk #5: The Opacity of Quality Data and the Audit Nightmare
What This Risk Looks Like
At some point — perhaps during a routine surveillance audit, perhaps as part of an investigation into an in-service issue — your customer or a regulatory body like EASA or the FAA will conduct a deep dive into your supply chain quality records.
They will ask for the complete production history of a specific serialized part.
They will want to see:
-
The raw material producer's original heat lot certificate
-
Your incoming chemical and mechanical property verification tests
-
Each machining operation with batch numbers and dates
-
The tool assembly identification code for each operation
-
The setup sheet revision level
-
All in-process inspection measurement logs
-
The complete AS9102 First Article Report
-
Any NDT indication maps from fluorescent penetrant or radiographic inspection
-
The final surface finishing lot card
-
The final signed dimensional and airworthiness conformance certificate
The Reality in Many Shops
The overwhelming majority of sub-tier machine shops cannot provide this interconnected digital thread.
Their processes are managed in disconnected silos:
-
Material certificates are filed in paper folders or scanned PDFs stored on a local drive
-
Inspection records are recorded on paper travelers that move with the parts through the shop
-
CMM output is stored on a dedicated computer in the quality lab
-
NDT images are saved on a different system entirely
When an auditor asks for the complete history of a part, someone has to physically go find these documents, copy them, and assemble them into a package. This takes hours or days. And if any document is missing — as often happens with paper systems — the audit stalls.
The Consequences for Your Program
A failure to provide a clean audit trail can trigger escalating consequences:
-
Containment actions: The auditor may require you to quarantine all parts from the suspect supplier pending a full investigation
-
Fleet grounding: If the issue is serious enough, the regulatory authority may ground affected aircraft
-
Legal penalties: Severe traceability failures can result in fines, legal liability, and debarment from future contracts
None of these outcomes is acceptable. But they are predictable outcomes of working with a supplier that has not fully digitized their quality management system.
How to Screen for This Risk
When evaluating a potential supplier, ask these specific questions:
-
"Can you show me a complete digital birth certificate for a serialized part you have delivered in the past 12 months, including all of the elements listed above?"
-
"Is your quality management system fully digital, or do you still use paper travelers?"
-
"How long would it take you to produce a complete audit package for a specific serialized part from a delivered batch?"
A supplier with a fully digital system will be able to pull up a complete audit package in minutes. A supplier without one will struggle to answer the question.
Section 3: The AS9100 Precision Manufacturing Solution
Now that we have thoroughly examined the five risks, we can turn to the solution.
Genuine AS9100 precision manufacturing is not a certification. It is a fully integrated digital operational reality that controls the entire manufacturing value stream from start to finish.
3.1 Material Control: The First Digital Gate
In a properly implemented AS9100 system, the process begins the moment raw material arrives at the receiving dock.
Before any material is permitted to enter the machining floor, it is physically quarantined in a dedicated incoming inspection area.
Here, a full material chemistry verification is performed using optical emission spectrometry equipment. This confirms every critical alloying element to an accuracy of fractions of a percent against the requirements of the applicable AMS or customer-specific material specification.
Required mechanical property validation — including tensile testing and hardness checks — is also performed as mandated by the specification.
All resulting digital measurement data is automatically uploaded to a central quality database and permanently, immutably linked to the material supplier's original heat lot certificate.
Without this digital quality gate being positively and automatically passed, no material is permitted to exit the quarantine zone.
This single, rigorously enforced step eliminates entirely the catastrophic risk of a material mix-up — a scenario where a part destined for a critical structural application is unknowingly machined from an incorrect alloy grade.
3.2 First Article Inspection: Process Validation, Not Paperwork
Only after material clearance does the First Article production process begin, governed by the strict requirements of the AS9102 standard.
In a genuine system, the First Article Inspection is treated not as a quick dimensional spot-check, but as a deep and comprehensive process validation event.
For every new production process, every scheduled major tool change, and every new fixture setup configuration, a full dimensional layout of every single feature and characteristic specified on the 3D solid model and the associated engineering drawing is executed.
This inspection is performed on high-accuracy bridge-type Coordinate Measuring Machines within a strictly climate-controlled quality laboratory, or with dedicated calibrated hard gauges that output digital measurement data.
The results are automatically compiled into an industry-standard FAI report form that directly links every single measured actual value to its ballooned drawing number, its associated nominal dimension, and its full tolerance band.
Critically, this digital FAI report is further linked to the specific serial number of the machine tool that made the part, the exact batch code of the cutting tool used, the revision level of the CNC program, the identification number of the holding fixture, and the certified identities of both the machine operator and the quality inspector.
This comprehensive digital data package establishes the absolute process capability baseline, proving conclusively that the defined manufacturing system is capable of producing fully conforming parts.
3.3 Statistical Process Control: Preventing Drift Before It Happens
Once a process is qualified and transitions into serial production, the control methodology shifts to a regime of continuous Statistical Process Control applied to all features designated as Key Characteristics.
In a genuine SPC system:
-
A minimum acceptable process capability index of Cpk ≥ 1.33 is maintained for all mandated Key Characteristics
-
Hybrid in-process inspection protocols use both manual digital gauging and automated on-machine probe measurement cycles
-
Cpk performance is tracked on digital control charts visible to operators and quality engineers in real time
-
Any detected trend where data points begin a slow drift toward predetermined control limits triggers an immediate, pre-emptive intervention
This intervention might be a scheduled tool insert change or a minor tool offset adjustment — performed before the process can produce a single non-conforming part.
For extremely difficult-to-measure features — such as the complex three-dimensional airfoil profile of a variable guide vane or the internal roundness of a several-hundred-millimeter-deep landing gear bore — integrated air-electric pneumatic gauging stations and post-process CMM measurement cells are used as part of an automated data feedback loop that communicates directly with the machining center's numerical controller.
This statistical and physics-based, feedback-driven manufacturing methodology is what guarantees that the dimensional distribution of an entire production run of thousands of pieces is so tightly clustered that the parts appear to be identical replicas.
3.4 Complete Digital Traceability: The Audit-Ready Birth Certificate
The entire quality recording stream is aggregated into one comprehensive Digital Delivery Package for each specific project:
-
Raw material spectrometer analysis data from goods-in
-
SPC charts and tool-life usage counters throughout production
-
Final CMM dimensional output reports
-
NDT indication maps from fluorescent penetrant and radiographic testing
-
Final signed dimensional and airworthiness conformance certificate
This is the genuine, fully traceable part birth certificate that is instantly audit-ready for any regulatory authority and for any specific part serial number.
Section 4: Component-Specific Capabilities
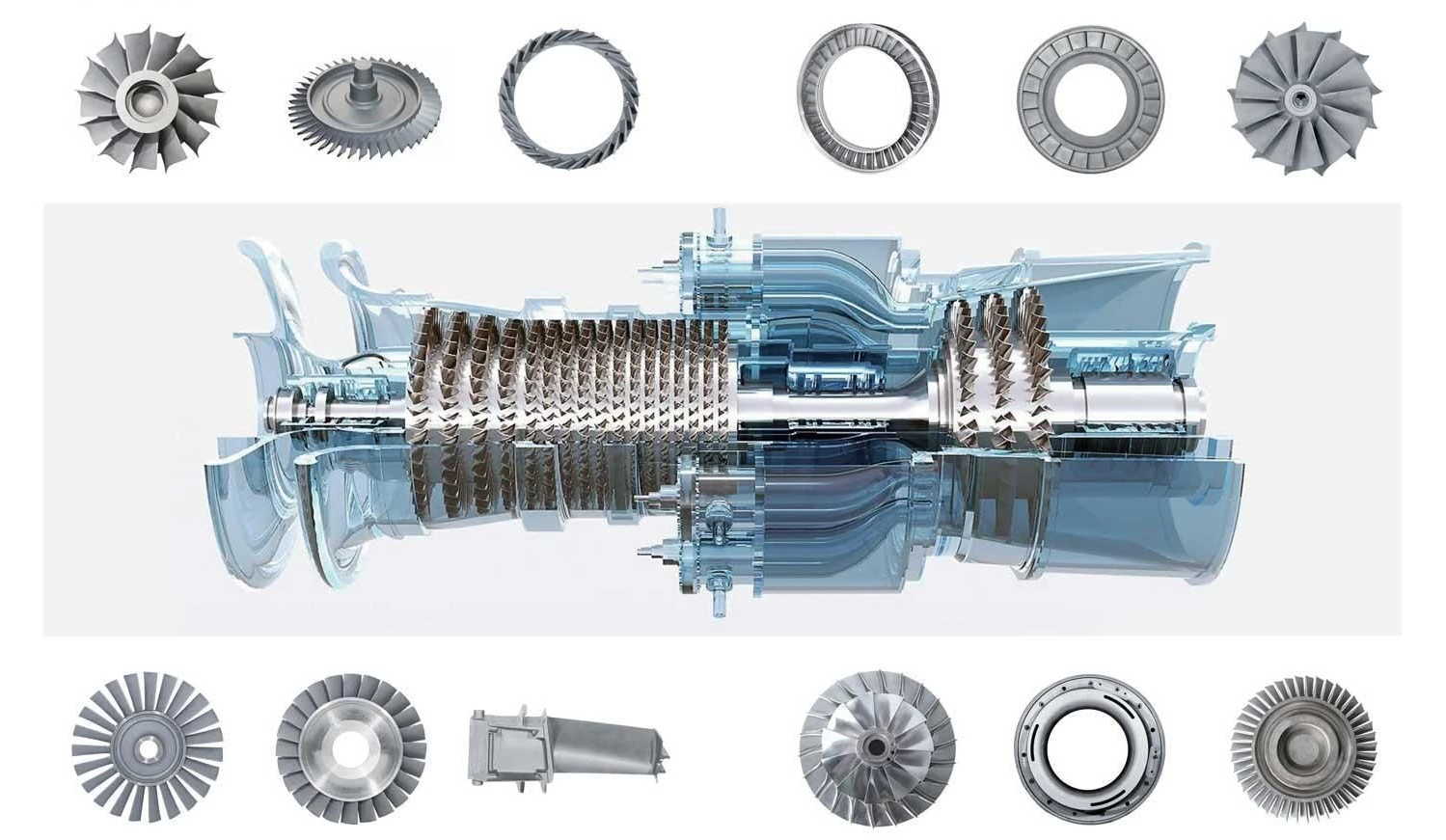
4.1 Engine Guide Vanes
Within a modern gas turbine engine, the guide vane family represents the ultimate fusion of complex aerodynamic design and extreme manufacturing execution.
Inlet Guide Vanes (IGVs) serve as the very first air-contact surface for the engine's compression system. In many modern high-bypass ratio engines, these vanes are part of a variable mechanism, requiring individual airfoils to rotate smoothly on integrated bearing journals.
The machining challenges are three-fold: sculpted aerodynamic vane profiles require true chord profile accuracy within a band of only a few micrometers; integrated spindle journals must be perfectly concentric with the vane's theoretical radial stacking axis; and high-strength titanium alloys demand expert control of cutting temperatures to prevent surface metallurgical damage.
Outlet Guide Vanes (OGVs) perform the critical aerodynamic duty of straightening highly swirled flow exiting the final high-pressure compressor rotor. The primary performance parameter is absolute uniformity of exit flow angle across the entire radial span of the vane.
Nozzle Guide Vanes (NGVs) operate in the most thermally assaulted environment, where gas path temperatures significantly exceed the melting point of the base superalloy. Their survival depends entirely on internal cooling architectures including complex serpentine passages and arrays of film-cooling holes.
4.2 Landing Gear Structural Components
The main landing gear strut of a commercial aircraft is a masterpiece of structural engineering, designed to repeatedly absorb the full kinetic energy of a landing aircraft.
Core components — main outer cylinders and sliding pistons — are machined from forgings of ultra-high-strength steel grades like 300M or A100.
The machining challenges are extreme: very large length-to-diameter ratios requiring deep-hole boring to ratios of 30:1 or greater; the springy nature of high-strength material causing deflection and vibration during internal cutting; and the absolute requirement to generate a deep, stable, compressive residual stress field on all functional surfaces.
4.3 Engine Mounting Brackets
The engine mounting bracket exists in a realm of extreme functional contradiction.
It must securely attach a multi-ton engine assembly to the aircraft's pylon and wing structure. Yet every gram of mass in this bracket is counted against payload capacity and fuel consumption.
The primary material is titanium alloy Ti-6Al-4V. However, the low elastic modulus of titanium means the part flexes significantly under cutting loads, making it notoriously difficult to machine to final tolerance without chatter-induced surface damage.
Section 5: Conclusion – What Genuine AS9100 Compliance Delivers
5.1 For Your Supply Chain
When you partner with a supplier who has truly operationalized AS9100 — not just certified it — several things become predictably true:
Eliminated Latency: A single accountable partner managing the full bill of materials and process chain consolidates your supplier interface from multiple fragmented vendors.
Removed Variability: Real-time SPC ensures that the thousandth part is statistically identical to the first. No more silent drift.
Audit Readiness: Every serialized part carries its complete digital birth certificate.
Transferred Risk: A supplier with deep process engineering capability systematically relocates risk from your desk onto their shop floor.
5.2 A Practical Next Step
If you are currently sourcing engine guide vanes, landing gear structural components, or engine mounting brackets, the process of qualifying a new supplier does not have to start with a large purchase order.
Send a complete technical data package and request for quotation — with an additional request: an initial manufacturability analysis.
A supplier who truly understands AS9100 precision manufacturing will respond not only with competitive pricing but with a specific, quantified assessment of how they will approach your part geometry, which processes will be used for each critical feature, and how they will verify conformance at every step.
5.3 Final Thought
In aerospace, there is no such thing as an unimportant component.
The suppliers who earn long-term partnerships in this industry are not the ones with the longest equipment lists or the lowest prices. They are the ones who have transformed AS9100 from a certification requirement into a daily operational discipline.
They are the ones who can provide statistical proof — not just promises — that every part will perform exactly as designed.
And they are the ones who make your supply chain more predictable, more auditable, and fundamentally safer.
That is the foundation of absolutely reliable flight safety. Nothing less will do.
About YICHOU
YICHOU is an AS9100-certified precision engineering company specializing in flight-critical aerospace components including engine guide vanes, landing gear structural elements, and engine mounting brackets. The company focuses on difficult materials, complex geometries, and programs where zero defects is not a goal — it is a requirement.
Contact Information

Get in Touch with Yichou
Let Yichou help you achieve excellence in your next project. Whether you need raw materials, custom alloy solutions, or precision-manufactured components, our team is ready to assist.
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website