Meta Description: Your complete guide to pressure die casting. Explore HPDC vs. LPDC, process steps, alloy selection, design tips, cost analysis, and sustainability. Partner with a expert aluminum die casting manufacturer for your project.

Introduction: The Unseen Engine of Modern Manufacturing
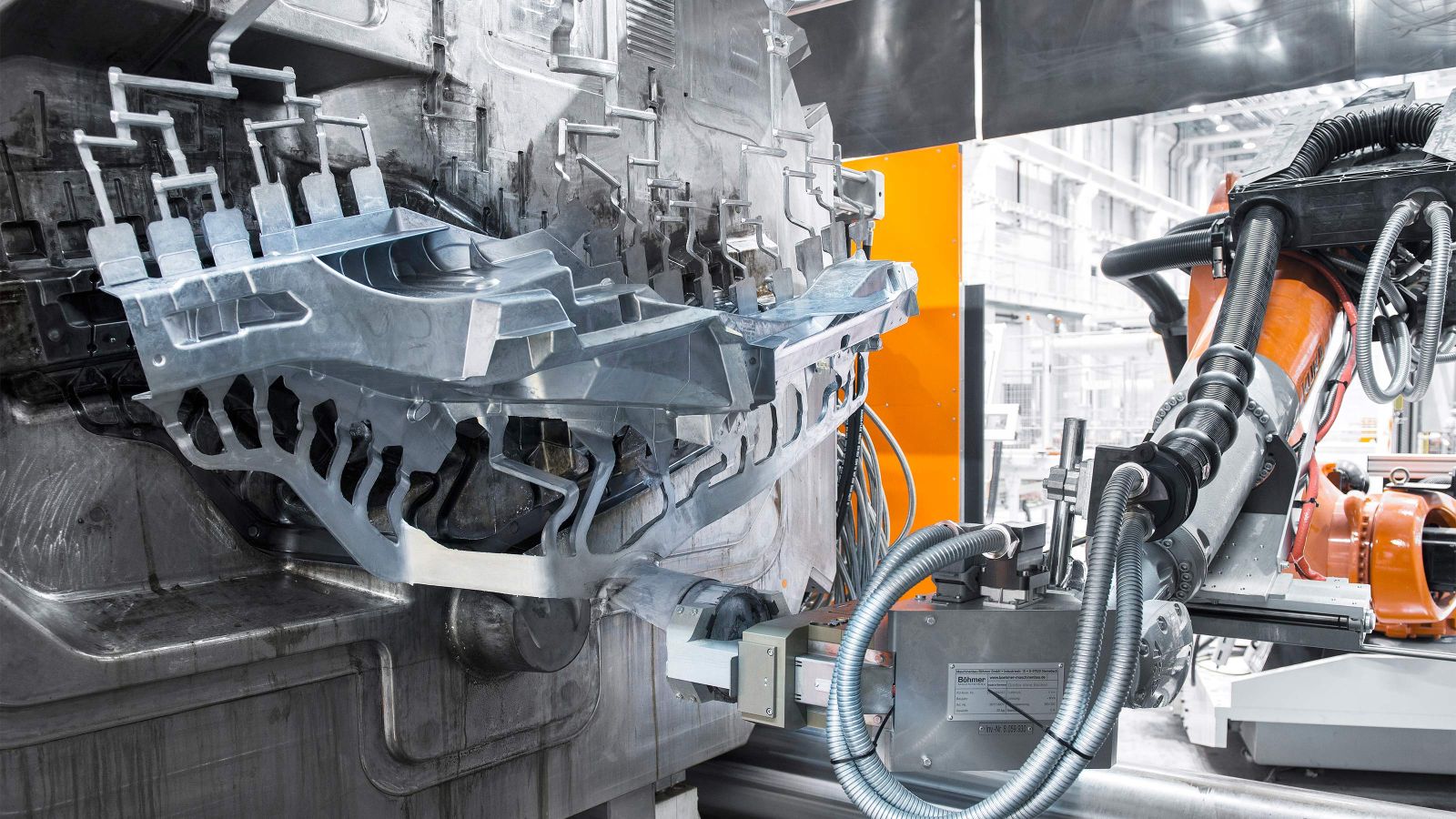
Look around you. The car you drive, the laptop you work on, the power tools in your garage—many of their core components share a common origin: pressure die casting. This manufacturing process is the invisible force behind the mass production of complex, high-strength, and lightweight metal parts that define our modern world. But what exactly is it, and why has it become the cornerstone of industries from automotive to aerospace?
As a leading aluminum die casting manufacturer, we live and breathe this technology every day. This comprehensive guide is designed to be your ultimate resource. We will move beyond basic definitions to explore the intricate mechanics of the process, provide actionable design insights, analyze costs with real-world clarity, and demonstrate how to select the right manufacturing partner. By the end, you will have a masterful understanding of how pressure die casting can transform your next project from a concept into a high-quality, mass-produced reality.
Chapter 1: Demystifying Pressure Die Casting - More Than Just Molten Metal
At its core, pressure die casting is a manufacturing process where molten metal is forced under high pressure into a reusable steel mold, known as a "die." Unlike other casting methods that rely on gravity, the application of high pressure is the game-changer. It allows for rapid filling of the mold, enabling the production of parts with exceptional dimensional accuracy, complex geometries, and remarkably thin walls.
The dies themselves are engineering marvels, typically crafted from hardened tool steel. They consist of two halves—the cover die (fixed half) and the ejector die (moving half)—which contain the mold cavity. Complex parts require dies with additional components like slides (which form undercuts) and cores (which form internal features). This initial tooling represents a significant investment but pays for itself many times over in high-volume production runs, making it the domain of specialized aluminum casting manufacturers.
Chapter 2: The Anatomy of the Process: A Step-by-Step Journey
Understanding the precise sequence of operations is key to appreciating the efficiency and repeatability of pressure die casting. The process can be broken down into five critical, cyclical stages:
-
Clamping: The process begins with the preparation of the die. The two halves are thoroughly cleaned and sprayed with a lubricant, which helps control the die temperature and facilitates the eventual ejection of the casting. The dies are then closed and hydraulically clamped together with immense force—often thousands of tons—to withstand the internal pressure of injection.
-
Injection: This is the heart of the process. Molten aluminum, held at a precise temperature in a central furnace, is transferred to the shot chamber of the die casting machine. A piston, or plunger, then moves forward, pushing the molten metal into the die cavity. This phase is often split into two stages:
-
Slow Shot Phase: The plunger moves slowly to fill the shot sleeve, allowing air to escape and minimizing turbulence.
-
Fast Shot Phase: The plunger accelerates rapidly, forcing the metal into the entire cavity under high pressure before it solidifies.
-
-
Cooling & Solidification: Once the cavity is filled, the molten metal begins to cool and solidify almost instantly, taking the exact shape of the die. The high pressure is maintained during this phase to ensure the metal compensates for shrinkage as it cools, leading to a denser, more dimensionally stable part.
-
Ejection: After a predetermined cooling time, the die halves open. Ejector pins, built into the ejector die half, advance and push the solidified casting out of the cavity. The entire part, including the main casting and the attached "biscuit" (the material left in the shot sleeve) and runners, is now free.
-
Trimming & Finishing: The casting is moved to a trimming station, where the biscuit, runners, and any overflow material (flash) are removed. This can be done with a trimming press, saw, or CNC machining. At this point, the part is often ready for secondary operations, which we will discuss in a later chapter.
This entire cycle can be completed in a matter of seconds for smaller components, making it one of the fastest metal-forming processes available.
Chapter 3: The Two Titans: High Pressure vs. Low Pressure Die Casting
While the fundamental principle is the same, the execution differs significantly. Choosing between High Pressure and Low Pressure Die Casting is one of the most critical decisions in the design phase.
High-Pressure Die Casting (HPDC)
HPDC is the workhorse of the industry, renowned for its blistering speed and ability to produce highly complex parts.
-
The Process: Molten metal is injected into the die at extremely high pressures (typically 10-175 MPa) and high speeds.
-
Key Advantages:
-
Unmatched Production Speed: Cycle times are exceptionally fast, ideal for volumes in the hundreds of thousands or millions.
-
Thin-Wall Capability: Can reliably produce walls as thin as 0.6 mm, reducing part weight and material usage.
-
Superior Surface Finish: Parts emerge with an excellent surface finish (typically 1-2 μm Ra), often reducing the need for cosmetic finishing.
-
Intricate Detail: High pressure allows for the replication of very fine details and complex geometries.
-
-
Limitations & Challenges:
-
Porosity: The turbulent filling process can trap air inside the casting, leading to micro-porosity. This can be a critical issue for parts that need to be pressure-tight or heat-treated.
-
High Initial Tooling Cost: The dies must be incredibly robust to withstand the injection forces, making them more expensive to design and manufacture.
-
-
When to Choose HPDC: The ideal choice for high-volume, complex, thin-walled parts where ultimate surface finish and dimensional accuracy are paramount, and internal porosity can be managed (e.g., electronic housings, automotive brackets, consumer appliance components).
Low-Pressure Die Casting (LPDC)
LPDC trades speed for supreme quality and integrity, making it the choice for safety-critical components.
-
The Process: The die is positioned above a sealed furnace holding the molten metal. A fill tube (or "stalk") extends from the furnace into the die. Pressurized gas (usually 20-100 kPa) is introduced into the furnace, forcing the metal up the tube and into the die cavity in a quiet, laminar flow from the bottom up.
-
Key Advantages:
-
Exceptional Metallurgical Quality: The quiescent filling minimizes turbulence and air entrapment, drastically reducing porosity and creating a denser casting.
-
Improved Mechanical Properties: The superior integrity results in better elongation, impact strength, and overall part reliability.
-
Excellent Weldability and Heat Treatability: The lack of internal porosity makes LPDC parts ideal for these secondary processes.
-
Higher Yield: The gating system is simpler and integrated into the stalk, leading to less material waste.
-
-
Limitations & Challenges:
-
Slower Cycle Times: The process is inherently slower than HPDC.
-
Geometric Limitations: Best suited for parts that are more symmetrical and less complex. It struggles with the intricate, multi-slide geometries that HPDC excels at.
-
Higher Per-Part Cost (at high volumes): For massive production runs, the slower speed can make LPDC less economical than HPDC.
-
-
When to Choose LPDC: The go-to process for structural components that require high integrity, pressure-tightness, and strength. Common applications include automotive wheels, brake calipers, engine blocks, and critical aerospace components.
Chapter 4: The Aluminum Advantage: Selecting the Right Alloy
The choice of material is as important as the choice of process. Aluminum's unique combination of properties makes it the perfect partner for pressure die casting.
Why Aluminum?
-
High Strength-to-Weight Ratio: Provides the strength of heavier metals at a fraction of the weight, crucial for automotive and aerospace light-weighting.
-
Excellent Corrosion Resistance: Naturally forms a protective oxide layer, making it durable in various environments.
-
Superb Thermal and Electrical Conductivity: Ideal for heat sinks, electronic housings, and powertrain components.
-
Good Machinability: Allows for precise secondary operations if required.
-
100% Recyclable: Aligns perfectly with modern sustainability goals.
Common Die Casting Aluminum Alloys:
-
A380: The most widely used die casting alloy. It offers an excellent combination of fluidity, strength, and corrosion resistance. It's easily machinable and is used for a vast range of applications, from engine brackets to lawnmower housings.
-
ADC12 (A383): Similar to A380 but with higher silicon content, which improves castability and resistance to hot cracking. It is slightly softer and easier to machine but has lower strength and ductility.
-
A360: Offers superior corrosion resistance and pressure tightness compared to A380, but is more difficult to cast. Often used for marine components and other applications exposed to harsh environments.
-
A413 (AK102): Known for its exceptional pressure tightness, making it the preferred choice for hydraulic cylinders and other leak-critical components.
Selecting the right alloy requires a careful balance of mechanical properties, corrosion resistance, castability, and cost. An experienced aluminum die casting manufacturer can guide you through this critical selection.
Chapter 5: Design for Manufacturability (DFM) - Engineering for Success
A successful die-cast part starts with a design optimized for the process. Ignoring DFM principles can lead to defects, high costs, and project delays. Here are the core tenets:
-
Draft Angles: Incorporate a slight taper (typically 1-3 degrees) on walls perpendicular to the parting line. This is non-negotiable for allowing the part to be ejected from the die without damage.
-
Uniform Wall Thickness: This is perhaps the most critical rule. Aim for consistent wall thickness throughout the part. Sudden changes in thickness create stress concentrations and lead to shrinkage porosity and warping during cooling.
-
Ribs and Bosses: Use ribs to add strength and rigidity without increasing overall wall thickness. Bosses should be designed with thin walls and connected to the main structure with ribs to prevent sink marks.
-
Fillets and Radii: Always use generous radii on all internal corners. Sharp corners act as stress concentrators and impede the flow of metal, increasing the risk of cracking.
-
Parting Line and Gate Location: Work with your manufacturer early to define the parting line and gate locations. This will impact cosmetic appearance, tooling complexity, and the effectiveness of the filling process.
Engaging with your aluminum die casting manufacturer during the design phase is the single most effective way to ensure a cost-effective, high-quality, and manufacturable part.

Chapter 6: Beyond the Casting: Secondary Operations and Finishing
A part fresh from the die casting machine is often not the final product. Secondary operations add functionality, improve aesthetics, and meet specific performance criteria.
-
CNC Machining: For achieving tolerances tighter than the casting process can provide, or for creating features like threaded holes that are not practical to cast directly.
-
Deburring and Surface Finishing: Processes like vibratory finishing, shot blasting, or hand deburring remove sharp edges and create a uniform surface texture.
-
Plating and Coating: Applications such as powder coating, anodizing, and electroplating can be applied for corrosion resistance, wear resistance, and aesthetic appeal.
-
Impregnation: For HPDC parts that need to be pressure-tight, a sealing process called impregnation is used. It involves infiltrating the micro-porosity with a sealant to prevent leaks.
Chapter 7: Addressing the Market - Your Pressure Die Casting FAQs
Is Pressure Die Casting Expensive?
The cost structure is unique. The initial investment in tooling (the die) is significant, often ranging from tens to hundreds of thousands of dollars. However, the per-part cost is exceptionally low. For high-volume production (10,000+ parts), pressure die casting is arguably the most cost-effective metal-forming method available. For low volumes, the high tooling cost becomes prohibitive.
Is Sand Casting More Expensive Than Pressure Die Casting?
For high volumes, pressure die casting is almost always more economical on a per-part basis. Sand casting has very low tooling costs (wood or resin patterns) but is labor-intensive, has slower cycle times, and produces parts that require extensive, costly machining to achieve similar tolerances and finish.
What are the Defects in High Pressure Die Casting?
Common defects include:
-
Porosity: Air trapped during injection, affecting strength and pressure-tightness.
-
Cold Shuts: Imperfect "seams" where two flows of metal meet but don't fuse properly.
-
Flash: Thin fins of metal that escape at the die parting line.
A reputable manufacturer uses process control, vacuum-assisted casting, and sophisticated die design to minimize these issues.
Is High-Pressure Die Casting Sustainable?
Absolutely. It is a cornerstone of the circular economy. Aluminum is infinitely recyclable, and the process itself is highly efficient. At our facility, we recycle 100% of our internal scrap (biscuits, runners, rejected parts) directly back into the process. Modern foundries also use energy-efficient furnaces and closed-loop water cooling systems, significantly reducing the environmental footprint.
Can You Die Cast Stainless Steel?
Effectively, no. The melting point of stainless steel is far too high (over 1400°C), which would rapidly destroy the expensive tool steel dies. Pressure die casting is almost exclusively used for non-ferrous metals with lower melting points, such as aluminum, zinc, and magnesium.
Chapter 8: The Future is Cast: Innovation and Sustainability
The industry is not standing still. Key trends shaping the future include:
-
Industry 4.0 and Smart Foundries: The integration of IoT sensors, real-time data monitoring, and AI-driven process control is maximizing efficiency, predicting maintenance, and ensuring consistent, high-quality output.
-
Advanced Vacuum-Assisted HPDC: This technology evacuates air from the die cavity before injection, dramatically reducing porosity and allowing HPDC parts to compete with LPDC in terms of integrity and heat-treatability.
-
The Push for Light-Weighting: The drive for electric vehicles and fuel efficiency continues to fuel demand for complex, lightweight aluminum die-cast components, including massive "giga-castings" that consolidate many parts into one.
-
Enhanced Sustainability: The focus on using recycled aluminum content and reducing the carbon footprint of the casting process is stronger than ever, aligning manufacturing with global environmental goals.
Conclusion: Partnering for Precision
Pressure die casting is a powerful, sophisticated, and evolving manufacturing technology. It offers an unparalleled combination of speed, precision, and strength for high-volume production. Success, however, hinges on a deep understanding of the process nuances, from material selection and DFM to choosing between HPDC and LPDC.
This is where the partnership with your manufacturer becomes critical. It's not just about placing an order; it's about collaborating with a team of engineers who can navigate these complexities with you.
GET QUOTE
- Visit our website: https://www.nbyichou.com/
- Email us: [email protected]
- Call us/whatsapp: +86 13355741031
- Chat with us: Live chat support available on our website